Диаметр отверстия под резьбу: таблица размеров по гост и расчет
Содержание:
- АНКЕР КЛИНОВОЙ
- Полезные советы
- Разновидности инструмента
- Какое сверло лучше использовать
- Применение метчика
- Нарезание наружной резьбы плашкой
- Разновидности и параметры резьбы
- Чем нарезается внутренняя резьба – общая информация
- Виды метрических резьб
- Требования
- Технология: как пользоваться метчиком для резьбы
- Самодельный метчик для алюминиевых сплавов
- Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
- Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
АНКЕР КЛИНОВОЙ
Анкер клиновой — назначение
Используется для крепежа несущих консолей, швеллеров и балок, перил и разнообразных конструкций из металла большой тяжести. Деталь на анкер предварительно не навешивается. Клиновой анкер применяется при скозном монтаже, когда сверление производится непоредственно через отверстие детали.
Конструкция и принцип действия

Анкер клиновой состоит из шпильки с коническим распорным хвостиком и гильзы. На распорной зоне гильзы имеются выпуклые упоры, удерживающие гильзу от прокручивания в отверстии. В состав анкера так же входят гайка и шайба. При закручивании гайки шпилька начинает перемещаться в сторону гайки вдоль продольной оси. При этом конический хвостик шпильки расклинивает гильзу, обеспечивая надежное крепление. Анкер изготовлен из оцинкованной стали.
Монтаж анкера
Крепеж осуществляется к бетону, полнотелому кирпичу или природному камню. Если основание будет недостаточно плотным (пустотелый кирпич, пенобетон, гипсолит), крепление клиновым анкером проводить нельзя.
Крепление анкер-клина:
- Высверлить отверстие в соответствии с техническими характеристиками
- Удалить пыль и мусор из отверстия
- Вставить анкер и забить его молотком
- Закрутить гайку до упора
Технические характеристики
| А | L | G | D | Н | S | мин. | ||
| Обозначение | резьба | длина анкера, мм | макс. толщина прикрепляемого материала, мм | диаметр сверла, мм | глубина анкеровки, мм | мин. толщина строительного элемента, мм. | вырыв. сила, кН бетон В25 | вес 1000 шт/кг |
| 6*40 | М6 | 40,0 | 5,0 | 6,0 | 35,0 | 53,0 | 1,40 | 12,30 |
| 6*65 | М6 | 65,0 | 15,0 | 6,0 | 50,0 | 75,0 | 3,20 | 17,70 |
| 6*100 | М6 | 100,0 | 50,0 | 6,0 | 50,0 | 75,0 | 3,20 | 25,50 |
| 8*50 | М8 | 50,0 | 5,0 | 8,0 | 45,0 | 68,0 | 1,60 | 24,30 |
| 8*75 | М8 | 75,0 | 10,0 | 8,0 | 65,0 | 98,0 | 3,30 | 31,50 |
| 8*95 | М8 | 95,0 | 30,0 | 8,0 | 65,0 | 98,0 | 3,30 | 37,70 |
| 8*120 | М8 | 120,0 | 55,0 | 8,0 | 65,0 | 98,0 | 3,30 | 45,50 |
| 8*150 | М8 | 150,0 | 85,0 | 8,0 | 65,0 | 98,0 | 3,30 | 54,90 |
| 10*60 | М10 | 60,0 | 5,0 | 10,0 | 60,0 | 90,0 | 4,00 | 46,10 |
| 10*80 | М10 | 80,0 | 10,0 | 10,0 | 70,0 | 105,0 | 5,00 | 56,00 |
| 10*100 | М10 | 100,0 | 30,0 | 10,0 | 70,0 | 105,0 | 5,00 | 64,00 |
| 12*85 | М12 | 85,0 | 5,0 | 12,0 | 80,0 | 120,0 | 6,00 | 85,20 |
| 12*100 | М12 | 100,0 | 20,0 | 12,0 | 80,0 | 120,0 | 6,00 | 96,00 |
| 16*90 | М16 | 90,0 | 5,0 | 16,0 | 85,0 | 128,0 | 7,50 | 160,00 |
| 16*110 | М16 | 110,0 | 5,0 | 16,0 | 105,0 | 158,0 | 9,40 | 190,80 |
| 16*125 | М16 | 125,0 | 20,0 | 16,0 | 105,0 | 158,0 | 9,40 | 189,70 |
| 20*170 | М20 | 170,0 | 20,0 | 20,0 | 150,0 | 225,0 | 12,30 | 457,10 |
| 20*220 | М20 | 220,0 | 70,0 | 20,0 | 150,0 | 225,0 | 12,30 | 588,70 |
| 20*280 | М20 | 280,0 | 130,0 | 20,0 | 150,0 | 225,0 | 12,30 | 749,70 |
krepmir37.ru
Полезные советы
- Определите ровный угол и сверяйтесь с угольником после каждого витка первые 3-4 вращения.
- Делайте повороты в обратную сторону. чтобы избавиться от металлической стружки. Она может налипать.
- Используйте для смазки льняное масло или олифу, керосин, скипидар, животное сало или обычное мыло. Но если работаете с чугуном или бронзой, лучше проводить процедуру на сухую.
В статье мы рассказали про нарезку внутренней резьбы метчиком вручную, представили таблицу. В качестве завершения темы посмотрим видео, как делать метизы с помощью плашки:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам;; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляет в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Какое сверло лучше использовать
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
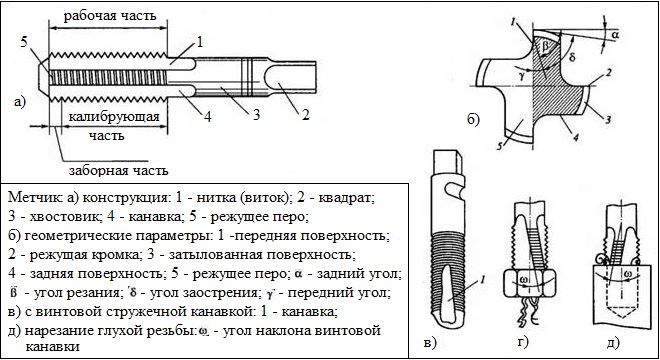
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
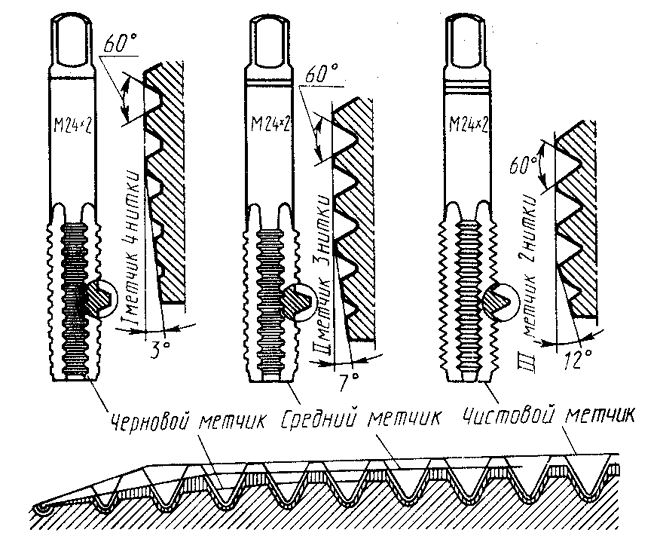
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
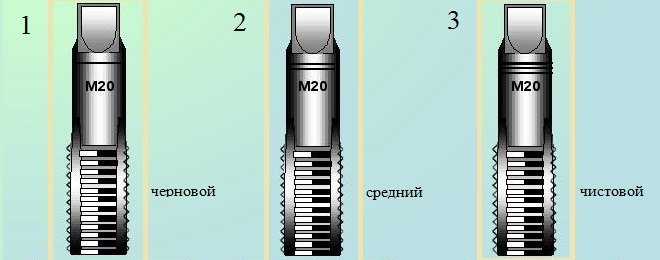
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр
резьбы, мм |
Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
Чем нарезается внутренняя резьба – общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с каленым металлом – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Требования
Основные нормативы закреплены в ГОСТ 11284, принятом в далеком уже 1975 году. Документ посвящен различного рода отверстиям под любые типы крепежных деталей. В стандарте прописано три ряда диаметров проходов под крепления. В каждом последующем ряду сечение канала должно быть больше, чем в предыдущем — при условии идентичного размера самого метиза, конечно.

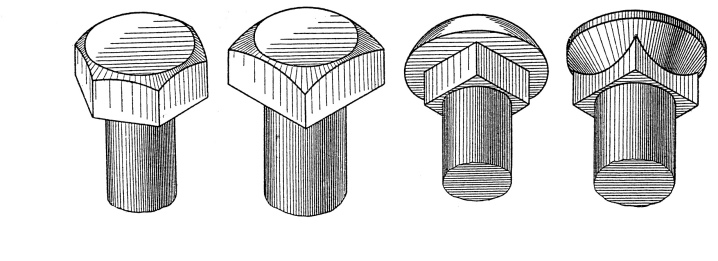
Преимущественно такие головки выполняются в форме шестигранника. Но иногда есть варианты:
-
с лысками под ключ;
-
с расположением шестигранника внутри;
-
со шлицами, имеющими треугольную форму.
Отверстия под высокопрочные болты необходимо раззенковывать. Продавливать каналы на полный диаметр крепежа не допускается. Это ограничение действует в случаях:
-
строительства мостов;
-
работы со сталью, рассчитанную на температуру от -40 до -65 градусов;
-
работы со сталью марки С40 или С52.

Очень важный технологический параметр в большом количестве случаев — это шероховатость изделий. Выбор ее подходящих значений, как показывает практика, ставит в тупик даже начинающих изучать курс инженерных наук. Но не погружаясь в эти «дебри», стоит заметить главное — при размере шероховатости от 20 до 80 мкм она уже будет отлично заметна визуально. Такое обстоятельство позволяет неплохо разграничивать разный уровень неровности отверстий. В целом шероховатость описывают по ГОСТ 2789, принятому в 1973 году.

Там установлен ряд ключевых свойств:
-
высотные;
-
шаговые;
-
высотно-шаговые (также принято выделять 14 категорий шероховатости).

Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка делать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, необходимо его рассверлить, а затем отзенковать – срезать края.
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Инструмент необходимо смазывать и охлаждать в процессе, иначе получится дополнительная термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Делайте обратный ход через каждый 1-2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показана не только работа с метчиком для нарезания внутренней резьбы, но и с плашкой – для наружной:
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто
Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков
За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
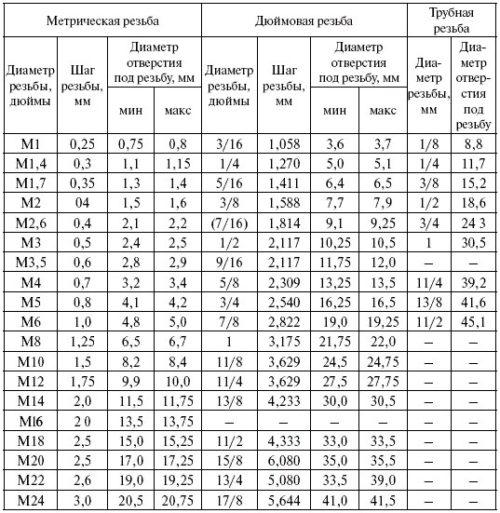
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
(размеры в мм)
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.









