Метрическая резьба: таблица размеров и параметры по гост
Содержание:
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Нарезание внутренней резьбы метчиком
- Какой диаметр стержня подобрать под наружную метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Как нарезать правильно
- Порядок нарезки резьбы
- Технология нарезания внутренней резьбы
- Как нарезается резьба?
- Что делать со сломанным метчиком
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Юрий Макаров Категория: Мастерская : 30 марта 2014 55250
: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
| Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
| М2 | 0,25 | 1,75–1,77 (1,81) |
| 0,4 | 1,60–1,62 (1,68) | |
| М2,5 | 0,35 | 2,15–2,17 (2,22) |
| 0,45 | 2,05–2,07 (2,13) | |
| М3 | 0,35 | 2,65–2,67 (2,72) |
| 0,5 | 2,50–2,52 (2,58) | |
| М4 | 0,5 | 3,50–3,52 (3,64) |
| 0,7 | 3,30–3,33 (3,46) | |
| М5 | 0,5 | 4,50–4,52 (4,64) |
| 0,8 | 4,2–4,23 (4,42) | |
| М6 | 0,5 | 5,50–5,52 (5,64) |
| 0,75 | 5,20–5,23 (5,42) | |
| 1,0 | 4,95–5,00 (5,21) | |
| М7 | 0,5 | 6,50–6,52 (6,64) |
| 0,75 | 6,20–6,23 (6,42) | |
| 1,0 | 5,95–6,00 (6,26) | |
| М8 | 0,5 | 7,50–7,52 (7,64) |
| 0,75 | 7,20–7,23 (7,42) | |
| 1 | 6,95–7,00 (7,21) | |
| 1,25 | 6,70–6,75 (6,96) | |
| М9 | 0,5 | 8,50–8,52 (8,64) |
| 0,75 | 8,20–8,23 (8,42) | |
| 1 | 7,95–8,00 (8,21) | |
| 1,25 | 7,70–7,75 (7,96) | |
| М10 | 0,5 | 9,50–9,52 (9,64) |
| 0,75 | 9,20–9,23 (9,42) | |
| 1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
| 1,5 | 8,43–8,50 (8,73) | |
| М11 | 0,5 | 10,50-10–52 (10,64) |
| 0,75 | 10,20–10,23 (10,42) | |
| 1 | 9,95–10,00 (10,21) | |
| 1,5 | 9,43–9,50 (9,73) | |
| М12 | 0,5 | 11,50–11,52 (11,64) |
| 0,75 | 11,20–11,23 (11,42) | |
| 1 | 10,95–11,00 (11,21) | |
| 1,25 | 10,70–10,75 (10,96) | |
| 1,5 | 10,43–10,50 (10,73) | |
| 1,75 | 10,20–10,25 (10,56) | |
| М14 | 0,5 | 13,50–13,52 (13,64) |
| 0,75 | 13,20–13,23 (13,42) | |
| 1 | 12,95–13,00 (13,21) | |
| 1,25 | 12,70–12,75 (12,96) | |
| 1,5 | 12,43–12,50 (12,73) | |
| 2 | 11,90–11,95 (12,30) | |
| М16 | 0,5 | 15,50–15,52 (15,64) |
| 0,75 | 15,20–15,23 (15,42) | |
| 1 | 14,95–15,00 (15,26) | |
| 1,5 | 14,43–14,50 (14,73) | |
| 2 | 13,90–13,95 (14,30) | |
| М18 | 0,5 | 17,50–17,52 (17,64) |
| 0,75 | 17,20–17,23 (17,42) | |
| 1 | 16,95–17,00 (17,21) | |
| 1,5 | 16,43–16,50 (16,73) | |
| 2 | 15,90–15,95 (16,30) | |
| 2,5 | 15,35–15,40 (15,88) | |
| М20 | 0,5 | 19,50–19,52 (19,64) |
| 0,75 | 19,20–19,23 (19,42) | |
| 1 | 18,95–19,00 (19,21) | |
| 1,5 | 18,43–18,50 (18,73) | |
| 2 | 17,90–17,95 (18,3) | |
| 2,5 | 17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
2
0,4
1,6
3
0,5
2,5
3,5
0,6
2,9
4
0,7
3,3
5
0,8
4,2
6
1
5,0
0,75
5,25
0,5
5,5
8
1,25
6,8
1
7,0
0,75
7,25
0,5
7,5
10
1,5
8,5
1,25
8,8
1
9,0
0,75
9,25
0,5
9,5
12
1,75
10,2
1,5
10,5
1,25
10,8
1
11
0,75
11,25
0,5
11,5
14
2
12,0
1,5
12,5
1,25
12,8
1
13,0
0,75
13,25
0,5
13,5
16
2
14,0
1,5
14,5
1
15,0
0,75
15,25
0,5
15,5
18
2,5
15,5
2
16,0
1,5
16,5
1
17,0
0,75
17,25
0,5
17,5
20
2,5
17,5
22
2,5
19,5
24
3
21
27
3
24
30
3,5
26,5
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Какой диаметр стержня подобрать под наружную метрическую резьбу? — Homo habilis. Журнал для умелых людей
Юрий Макаров Категория: Мастерская : 26 июня 2014 25359
: 5 / 5
Christian Schnettelker, flickr.com CC BY
Винты, болты и шпильки – самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5.
Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать.
Основной шаг резьбы определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу. Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
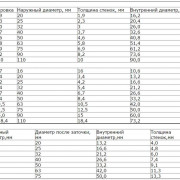
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный(предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы – плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
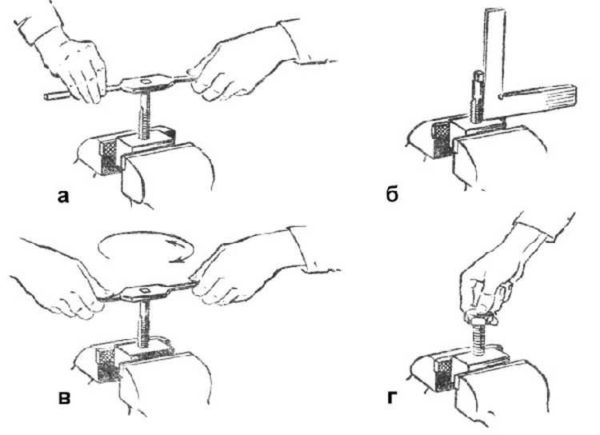
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
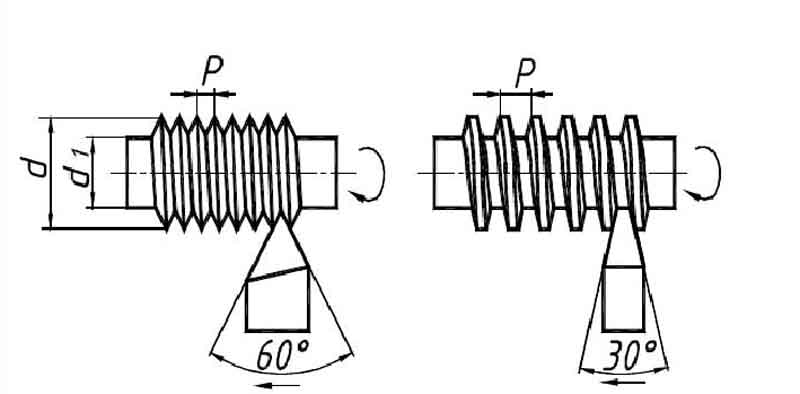
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
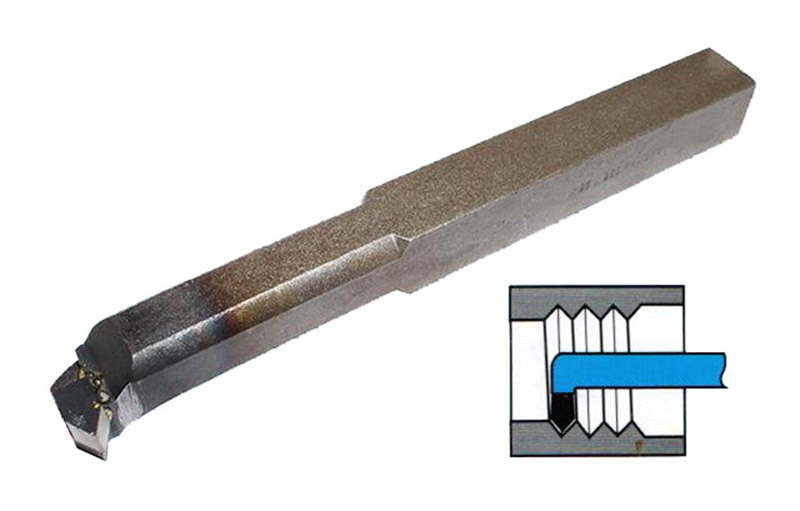
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.

Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.

Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Что делать со сломанным метчиком
Выполняя ручное нарезание резьбы, иногда ломают метчик для глухих отверстий . Его не сложно выкрутить назад. Для этого существует несколько способов.
- Если из отверстия торчит длинный обломок, необходимо захватить его пассатижами, зажать в тисках, и выкрутить против часовой стрелки.
- Просунуть через канавку метчика кусок толстой проволоки, согнуть края и выкрутить остаток инструмента против часовой стрелки.
- Разломить оставшийся обломок ударами молотка по закаленному керну и извлечь осколки пинцетом.
- Нагреть деталь с обломком в печи, дать остыть вместе с ним, отожженный метчик высверлить.
- Сварить оправку со штырями, которые по диаметру войдут в канавки сломанного инструмента. Выкрутить его по часовой стрелке.
- Приварить к обломку стальной согнутый прут и выкрутить его из отверстия.
Нарезать резьбу собственными руками несложно. Для этого потребуется минимум инструментов и материалов. Каждый раз перед проведением работ, необходимо ознакомиться со справочными данными из таблицы для нарезания резьбы , чтобы сделать отверстие нужного диаметра с правильным шагом.