Способы соединения проводов в распределительной коробке
Содержание:
Электроды для сварки проводов
Выбор подходящего типа электрода определяет качество проделанной работы. Необходимо выбирать сварочные средства, оптимально отвечающие параметрам предстоящего процесса. Общая классификация данных средств, применяемых в сварочном процессе, включает электроды для:
- Легированной стали;
- Высоколегированной стали с нестандартными параметрами;
- Наплавки металла (нанесение металлического сплава, металла на поверхность предмета путем сварки плавлением);
- Цветных металлов;
- Конструкционной стали;
- Чугуна.
Покрытие электродов определяет следующую типологию:
- А – кислотное покрытие (окись железа, кремния, марганца);
- Б – основное покрытие, позволяющее производить сварку постоянным током переменной полярности. Содержит карбонад кальция, фтористый кальций;
- Ц – целлюлозное напыление создает газовую защиту при сварке (мука, соединения органического происхождения);
- Р – рутиловое (рутил, органические, минеральные составляющие) обеспечивает малый процент разбрызгивания металла, газовую защиту.
Электроды для сварки проводов:
- Угольные – электротехнический уголь;
- Графитовые – кристаллический углерод.
Основные схемы расключения
Знать каким способом произвести соединение проводов в распределительной коробке- это еще не все. Необходимо разобраться, какие проводники соединять.
Как подключить розетки
Как правило, розеточная группа идет отдельной линией. В этом случае все ясно: у вас в коробке оказываются три кабеля по три (или два) проводника. Окраска может быть такой, как на фото. В этом случае обычно коричневый — это фазный провод, голубой — нулевой (нейтраль), а желто-зеленый — заземление.
Схема расключения розетки в распределительной коробке
В другом стандарте цвета могут быть красный, черный и синий. В этом случае фаза — красный, синий — нейтраль, зеленый — заземление. В любом случае провода собираются по цветам: все одного цвета в одну группу.
Затем они складываются, вытягиваются, обрезаются чтобы были одинаковой длины. Не обрезайте коротко, оставляйте запас хоть в 10 см, чтобы при необходимости можно было перезаделать соединение. Потом проводники соединяются выбранным методом.
Если проводов используется только два (в домах старой постройки нет зазмления), все точно также, только соединений два: фаза и нейтраль. Кстати, если провода одного цвета, предварительно найдите фазу (пробником или мультиметром) и отметьте ее, хотя бы, намотав кусок изоленты на изоляцию.
Подключение одноклавишного выключателя
При наличии выключателя дело сложнее. Есть тоже три группы, но соединение у них другое. Есть
- вход — от другой распределительной коробки или со щитка;
- от люстры;
- от выключателя.
Как должна работать схема? Питание — «фаза» — заходит на клавишу выключателя. С его выхода подается на люстру. В этом случае люстра будет гореть только когда контакты выключателя замкнуты (положение «вкл»). Этот тип соединения показан на фото ниже.
Подключение одноклавишного выключателя в распредкоробке
Если посмотреть внимательно, так и получается: фаза светлым проводом заходит на выключатель. Уходит с другого контакта, но уже голубым (не перепутайте) и соединяется с фазным проводом, который идет на люстру. Нейтраль (голубой) и земля (если сеть) скручиваются напрямую.
Подключение двухклавишного выключателя
Соединение проводов в распределительной коробке при наличии двухклавишного выключателя чуть сложнее. Особенность этой схемы состоит в том, что к выключателю на две группы ламп, должен прокладываться трехжильный кабель (в схеме без заземления). Один провод подключается к общему контакту выключателя, два других — к выходам клавиш. При этом необходимо помнить, какого цвета проводник подсоединен к общему контакту.
Схема подключения двухклавишного выключателя
В этом случае фаза, которая пришла, соединяется с общим контактом выключателя. Синие провода (нейтраль) от входа и двух ламп просто скручивается все три вместе. Остаются провода — фазные от ламп и два провода от выключателя. Вот и соединяем их попарно: один провод от выключателя к фазе одной лампы, второй выход — к другой лампе.
Схема подключения проводов для двухклавишного выключателя
Еще раз про соединение проводов в распределительной коробке при двухклавишном выключателе в видео-формате.
Сварочный кабель для инвертора: виды
Марок проводников, предназначенных специально для выполнения сварочных работ, немного. А кабелей, отвечающих вышеперечисленным характеристикам, всего два типа: КГ и КОГ.
Среди мастеров особым спросом пользуется первый тип – кабель гибкий (КГ). Применять его следует для подсоединения передвижных механизмов к сетям с переменным напряжением до 660 В частотой 400 Гц. Также допускается постоянное напряжение величиной до 1000 В.
КОГ – кабель особо гибкий, аналог КГ, незаменим при работах в труднодоступных местах, обеспечивает быстрое изменение положения оборудования и гарантирует свободу действий исполнителя. Использовать его рекомендуется для присоединения электрододержателей, автоматических и полуавтоматических установок к сетям с переменным напряжением до 220 В частотой 50 Гц или постоянным – до 700 В. Если исполнитель раздумывает над тем, какая марка кабеля на ПДУ сварочного инвертора больше подойдет, то можно выбрать КОГ.

Каждая из данных марок имеет следующие разновидности, которые ясно различимы, если посмотреть на маркировку:
- КОГ-ХЛ/КГ-ХЛ – холодостойкий, обладает устойчивостью к чрезвычайно низким температурам, вплоть до -60°С;
- КОГ-Т/КГ-Т – тропический, обладает стойкостью к различного рода плесневым образованиям, температура эксплуатации не должна превышать +55°С.
Также следует обратить особое внимание на следующие разновидности:
- КГн имеет негорючую изоляция, следует использовать в пожароопасных условиях.
- КОГ-У применяется только в умеренном климате, в диапазоне температур от -45 до +40°С.
Многие исполнители располагают оборудованием определенных брендов или произведенных конкретными заводами. Особенно часто сварщиков волнует вопрос, какой следует выбрать сварочный кабель для инвертора Ресанта? Обе марки: и КГ, и КОГ – будут подходящим выбором в подобном случае.
Сварка
Принцип соединения проводов и кабелей сваркой, основан на сплавлении медных жил при воздействии высокой температуры от электрической дуги сварочного аппарата. При этом получается надежное соединение, при котором все жилы объединяются не межатомном уровне, соответственно и сопротивление у такого соединения рекордно низкое (не нагревается под нагрузкой).
В настоящий момент сварка считается наиболее надежным и качественным видом соединения однопроволочных медных жил проводов и кабелей, применяемых при монтаже проводки.
К главным недостаткам сварки, можно отнести необходимость наличия узкоспециализированного сварочного оборудования и навыка владения им у специалиста, выполняющего монтаж. Кроме того, производство сварочных работ требует свободного пространства в месте монтажа и самое главное, наличия электричества. Места соединений сварного соединения проводов в распределительной коробке также необходимо дополнительно изолировать.
Зажимной метод самый доступный из способов соединения проводов. Его принцип довольно прост, токопроводящие жилы кабелей или проводов, стягиваются, сжимаются, друг с другом, с помощью различного рода соединителей (винтовых, пружинных и т.д.). Самым ярким представителем этого способа соединения проводов являются клеммы.
Клеммы, для соединения жил при монтаже электропроводки, чаще всего бывают или винтовыми – где провода стягиваются в общей колодке винтами, или самозажимными – в которых жилы проводов зажимаются между подпружиненных пластин.
Винтовые клеммы, чаще всего используются для подключения электрооборудования, при соединении кабелей в распределительных коробках их не применяют. Одним из главных недостатков винтового соединения, является то, что со временем контакт ослабевает и винт необходимо затягивать. Если этого не делать место соединения начнет греться и в результате это может стать причиной возгорания либо нестабильной работы электросети.
Самозажимные клеммы, на основе плоскопружинного зажима (крепеж под пружинящими пластинами), идеально подходят для соединения жил кабелей или проводов при монтаже электропроводки. Для того, чтобы соединить провода, достаточно поместить оголенные жилы в разъемы клемм, где они автоматически зафиксируются и будут связаны между собой через токопроводящий материал внутреннего механизма клеммы.
И хотя такое соединение получается не таким надежным как при сварке, используется оно при монтаже электропроводки очень часто. В первую очередь из-за простоты и быстроты монтажа. Достаточно только снимать изоляцию с жил кабелей и помещать их в клеммы.
Главным же недостатком такого способа соединения, является необходимость покупки качественных самозажимных клемм. Кроме того, довольно неоднозначно проявляют себя такие соединения во многих экстремальных ситуациях, которые, к сожалению, могут возникнуть в процессе эксплуатации электросети.
Опытные электромонтажники, стараются использовать самозажимные клеммы лишь на группы освещения, а соединения кабелей идущих, например, на розетки выполняют сваркой.
Если вы решили делать проводку в квартире своими руками, то соединение самозажимными клеммами для вас будет самым предпочтительным вариантом. Главное, это использовать клеммы, специально предназначенные для коммутации силовых цепей и рассчитанных на это. Еще одним плюсом является то, что такие соединения нет необходимости дополнительно изолировать, что так же очень сильно экономит время.
Еще есть клеммы с рычажковым зажимом, в них фиксация жилы происходить при закрытии рычага, а при его открытии она снова освобождается. Такую клемму можно использовать многократно, но они достаточно объемные и дорогие, поэтому используются при соединениях в распределительных коробках редко. Главное их преимущество над самозажимными клеммами – возможность соединять многопроволочные провода, без дополнительной подготовки жил.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.
Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
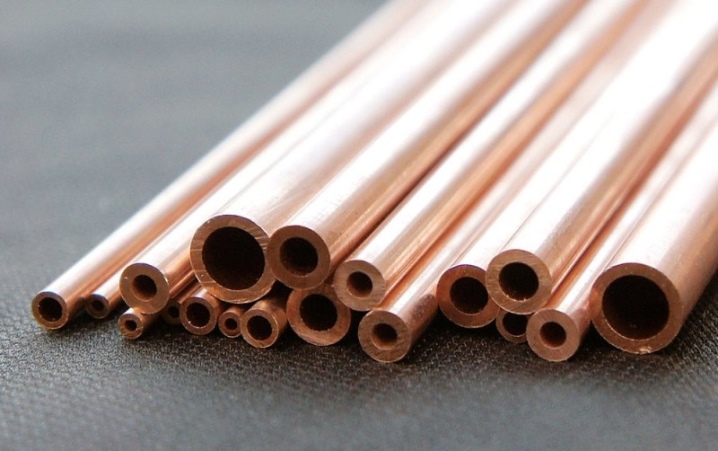
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток
Но основа в любом случае медная, это важное условие
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью. В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ. Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
 Нормы монтажа проводки в распределительной коробке
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.

Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.

Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме
Эти наконечники крепятся к проводу методом опрессовки
Эти наконечники крепятся к проводу методом опрессовки.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Комплект для термитной сварки
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Угольные электроды для сварки медных проводов
- Температура плавления 3800⁰ С, кипения – 4200⁰ С, поэтому процесс плавления незаметен, фиксируется испарение;
- Сварочные работы угольным электродом проводится на прямой полярности;
- Сварочный процесс угольным электродом сопровождается воздействием внешних факторов (ветер, газовый поток);
- КПД сварочной дуги ниже;
- Область применения: сварочные работы по тонколистному металлу, цветных сплавов, исправление дефектов металлического литья;
- Способы сварочных работ: без присадочного материала, подача присадки в дугу, укладка присадочного металла на шов;
- Наиболее распространенный способ – оплавление края свариваемых элементов (безприсадочный);
- Величина сварочного тока определяется толщиной металла, видом соединения;
- Разогреваясь, угольные электроды для сварки медных проводов быстро расходуются;
- Создает сварочную дугу высокой температуры (даже при заниженном токе).
Рекомендации
Полезные советы, благодаря которым сварка проводов своими руками пройдет качественно:
- Использование при сварных работах неомедненных графитовых стержней для медных проводов своими руками. Выгорание угла электрода приведет к снижению сопротивления, долгому контакту, что ухудшит качество соединения электропроводки.
- Формированию необходимой формы шарика медной спайки способствует предварительная подготовка графитового стержня: внутри торца делается углубление.
- Использование альтернативы заводским стержням (отработанные батарейки, троллейбусные токосъемники и т.д.).
- Использование защитной маски, очков, рукавиц, специальной одежды обязательно.
- Сварка скруток проверяется подачей на сеть максимального напряжения. Отсутствие нагрева – показатель качественного соединения.
- Пайка или сварка медных проводов лучше простой скрутки, клеммного соединения, зажимов.
- Правильный выбор электродного стержня, режима сварных работ определяет качество результата, надежность сварного шва.
- Использование инверторного аппарата целесообразно в быту, при частых сварочных работах для проводов своими силами.
Прежде, чем производить работы по соединению жил электрических кабелей, необходимо определить, как сделать, что лучше выбрать для данной конкретной ситуации. Правильный выбор во многом способствует успешному результату проделанной работы: качество соединения, течение тока, надежность электрической проводки при пиковой нагрузке на сеть.
Не стоит доверять скрутке электропроводов как способу соединения. Это достаточно ненадежный вариант. Клеммные, обжимные механизмы увеличивают надежность, но уступают по качеству пайке, сварному типу соединения.
Для того чтобы соединить два провода, используют несколько приёмов. Это может быть скрутка, спаивание или сварка различных проводов. Последний приём является одним из самых удачных и часто применяемых. Он помогает добиться длительного срока службы электрической проводки.
Она в основном изготовляется из медного состава, а не из алюминия, который не годится для данных целей. Сварка происходит с использованием постоянного и переменного тока, при напряжении в 12-36 В. Непосредственно для процесса, рекомендуем использовать сварочный инверторный аппарат.
Разновидности электродов
Круглые
Простой «круглый» тип может применяться неограниченно широко. Сечение стержня составляет от 3,2 до 19 мм. Есть еще так называемые «круглые бесконечные» электроды. Конечно, они имеют строго ограниченные размеры. Однако экономичность полностью оправдывает основное название.
Диаметр «бесконечных» элементов варьируется от 8 до 25 мм. Чаще всего их используют при сварке с помощью специальной машинки. Оба варианта приемлемы для «простых» сварочных работ. Впрочем, любые виды угольных моделей за счет своей неплавкости расходуются мало.

Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков. Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.

Прямоугольные
Их еще иногда называют плоскими — но не все так просто. Когда торговцы говорят слово «плоский», они могут подразумевать еще и квадратное сечение. Размер сечения колеблется от 8 до 25 мм. Чаще всего такие инструменты применяют, когда надо заделать дефект на стальной отливке. Для других целей их используют редко.

Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.