Станки для заточки сверл, изготовление своими руками, видео, фото: читайте во всех подробностях
Содержание:
- Инструменты для заточки
- Заточка мелких свёрл
- Видео описание
- Виды заточек
- Угол заточки
- Видео описание
- Коротко о главном
- Домашние станки
- Необходимые инструменты
- Виды станков
- Правила заточки
- Конструкция и стандартная оснастка точилок для сверл
- Рекомендации по выбору
- Порядок заточки сверла
- Приспособления для точения свёрл на станке
- Готовые насадки для заточки
- Как пользоваться самодельным устройством?
- Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
- Рекомендуемые углы заточки
- Ошибки
Инструменты для заточки
В идеале нужно использовать специальное приспособление для заточки свёрл своими руками. Профессиональные мастера часто имеют для этого специализированный точильный станок.
Однако покупать такое устройство для дома попросту экономически нецелесообразно. Поэтому можно использовать и подручными инструментами:
- точильный круг;
- дрель или шуруповёрт с кругом;
- угловая шлифовальная машинка (болгарка).
С профессиональной точки зрения такая заточка является не совсем правильно. Однако для домашней эксплуатации этого будет вполне достаточно.
К тому же, в быту обычно используют свёрла мелких диаметров (до 16 мм), которые точатся очень легко. Можно посмотреть видео, как заточить свёрла на различном оборудовании, чтобы наглядно понять рабочий процесс.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Видео описание
В видео показано, как точить сверла по металлу вручную:
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверлаИсточник tehnomuza.ru
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Видео описание
В видео показано, как проводится заточка сверла для работы с металлами:
https://youtube.com/watch?v=8eIU12CbWMI
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.
После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.
Виды станков
Приспособления для заточки свёрл выпускаются промышленно. Диапазон и сфера деятельности, для которой он предназначен, резко ограничены. Самодельные приборы имеют ряд положительных особенностей.
- Мастер, в чьей мастерской устройства и приспособления изготовлены собственноручно, экономит на покупке промышленных станков. Станок для заточки свёрл – не исключение.
- Самодельщик обретает опыт, который поможет ему работать эффективнее, оперативнее, чем раньше. Изготовив какой-либо прибор своими руками, специалист обогатит свои практические знания, станет более профессионально использовать отдельные устройства и приспособления. Точило – как и любой инструмент – сделанное самостоятельно, ценится лишь оттого, что на его изготовление были потрачены не просто конкретные материалы, но и время.
Покупные же точила различаются по конкретным видам:
- станки со стандартным функционалом – размеры мало отличаются от их устройств-предшественников, с которыми они сходны;
- устройства с регулируемыми значениями характеристик.
То есть, если станок рассчитан изначально под заточку свёрл для обработки стали, он вряд ли подточит другие свёрла, исключительно предназначенные для медных и алюминиевых сплавов. Регулируемый станок даёт возможность оперативно подточить и те, и другие свёрла – отпадает нужда держать в наличии несколько станков, занимая драгоценное рабочее пространство в ящиках верстака и шкафов, где должно быть место и для иного инструментария.
Нерегулируемый станок – механизм для корпуса всего устройства, закрепляется неподвижно (относительно станины). Его нельзя перенести. Второй же служит насадкой для дрели, высокоскоростного шуруповёрта или даже привода болгарки с переходником – а значит, отрегулировать его не составит труда.


Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его
На таком агрегате работать легче.

Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.

Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.

Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.






Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.

Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню.


Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).

Конструкция и стандартная оснастка точилок для сверл
Основная конструкция любого точильного станка достаточно проста. В состав устройства входят следующие элементы:
Корпус, в который помещен двигатель. Для обработки элементов из мягких материалов применяется двигатель малой мощности. При заточке твердосплавных частей используются мощные модели. От мощности зависит скорость вращения заточных приспособлений, а следовательно, время, необходимое для обработки инструмента.
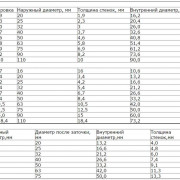
Установленные параллельно абразивные круги, изготовленные из различных материалов. Для заточки элементов из твердых сплавов применяются алмазные круги, которые могут различаться размерами. Наружный диаметр колеблется от 125 до 250 мм
Важное значение имеет величина посадочного места: наиболее распространенный вариант – 32 мм, но встречаются размеры 21.7, 16, 20 мм. Не менее важным показателем является зернистость: для черновой обработки достаточно 40-60, для финишной – 80-120.
Шлифовальная лента или другие специальные приспособления
Дополнительные элементы конструкции присущи универсальным станкам для заточки. Такие части также могут иметь разные показатели размеров, структуры покрытия и т. д.
Экран. Прозрачная защитная пластина-щит, обеспечивающая безопасность работы.
Кнопка запуска и выключения агрегата.

Схема с изображением стандартной конструкции точильного станка
Все размеры и особенности элементов обязательно должны быть указаны в паспорте к точильному станку.
Рекомендации по выбору
В продаже встречается огромное количество различных моделей станков, которые могут применяться для затачивания инструмента. Некоторые модели подходят для работы с инструментами, оснащенными твердосплавными пластинками. Для этого в комплект поставки включается алмазный круг, который подходит для работы с углом конуса при вершине в диапазоне 90−140 градусов.
Некоторые производители выпускают специализированные модификации оборудования:
- Для левых сверл.
- С высокой производительностью.
- Для трехзубых инструментов.
При выборе наиболее подходящего станка уделяется внимание следующим моментам:
Наиболее комфортным в применении вариантом можно считать модели с универсальным патроном для зажима инструмента с различным диаметром. Кроме этого, есть варианты исполнения со съемными патронами, которые характеризуются универсальностью в применении
Они крепятся непосредственно на корпусе и могут быстро сменяться.
Перед выбором наиболее подходящей модели уделяется внимание будущему фронту работ. Для бытового применения подходят маломощные конструкции
Если предусматривается частое выполнение работ, то подходит модель из группы профессионального оборудования.
Наиболее важным параметром можно назвать мощность электродвигателя, от которого происходит передача вращения основным органам. Показатель может варьировать в пределе от одного до нескольких киловатт.
Диапазон диаметров обрабатываемых инструментов.
Бытовое оборудование должно работать при минимальном уровне шума. Этот показатель должен учитываться особенно в том случае, если станок будет устанавливаться в жилой зоне.
При выборе уделяется внимание наличию специального регулятора, который позволяет регулировать вращение шпинделя. Подобная опция позволяет существенно повысить эффективность и безопасность проводимых работ.
Большей популярностью пользуется модель с максимально простой конструкцией. Это связано с тем, что ремонт подобных вариантов исполнения существенно упрощается, так как с поиском сменных узлов не возникает проблем.
Имеет значение также и популярность бренда, под которым выпускается оборудование. К примеру, компания Draper хорошо известна во всем мире по причине выпуска качественных конструкций, которые обладают привлекательными эксплуатационными качествами. От популярности бренда зависит качество сборки, а также срок службы создаваемой конструкции.
Порядок заточки сверла
Неважно, какого типа сверло, его нужно точить в строго определенном порядке. Сначала обработке подлежит его задняя поверхность
Нужно обеспечить плотное прижатие инструмента к заточному кругу и тщательно следить, чтобы угол заточки не менялся. Затем переходим к режущей части. В последнюю очередь производится доводка поверхности сзади.
Вроде бы, как правильно точить сверла, разобрались. Но естественно, у тех, кто делает это впервые, вряд ли сразу все получиться должным образом, поэтому стоит сначала поэкспериментировать на старых, ненужных сверлах, которые и так собирались выбрасывать.
Приспособления для точения свёрл на станке
Держать в руках сверло и точить его на станке, на котором камень крутиться с большой скоростью, сложно. Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.
На рынке можно приобрести простые устройства. Есть и достаточно сложные с электродвигателями, которые не только удерживают сверло в требуемом положении, но и производят подачу инструмента к точильному камню в автоматическом режиме. Последние чаще используются для заточки спиральных свёрл. Но такие устройства стоят немалых денег, поэтому приобретаются профессиональными точильщиками.
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.
Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.
Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.
Как пользоваться самодельным устройством?
Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание.
Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.
Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.
Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны.
После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки.
Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки. В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно.
О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
- Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
- Центровка произведена точно, но режущая кромка обладает несимметричными углами. Из этого последует, что при сверлении отверстия работать будет только одна рабочая поверхность. То есть процедура обработки будет проходить очень медленно, а рабочая деталь может перегреться и сломаться. Помимо этого, отверстие получится разбитым, то есть его размер будет больше размера используемого сверла.