Самодельные приспособления для заточки сверл
Содержание:
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.

Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.

Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.







Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.

Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.

Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.
Сверло винтовое по металлуИсточник besplatka.ua
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить
Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции.
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу
Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.
Заточку надо проводить в одно касаниеИсточник novate.ru
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.
Камень для заточки сверлаИсточник i.ytimg.com
Когда необходимо?
Токари со значительным стажем работы и большим опытом обнаружат на слух и глаз – непосредственно во время работы – что инструмент нуждается в затачивании. Для начинающих это также повод задуматься, не нужна ли выправка затупленного сверла – на что указывают следующие проявления намечающейся неисправности: сверло свистит и скрипит при трении о просверливаемую грань и поверхность, быстро нагревается при работе на средних и высоких оборотах. Отверстия, проделываемые затупленным сверлом, отличаются неровностями – насечками и выбоинами в том месте, где проходила рабочая (режущая) часть. Стружка у зазубренного и затупленного сверла выходит только из одной канавки, а не из обеих, либо выводится с разной скоростью, в неравномерном количестве.
Запоздалая заточка приведёт к тому, что конец сверла отломается, просверленная деталь (или заготовка под неё) получит дополнительные повреждения. Часты эпизоды, когда сверло застревало в обрабатываемом металле (или сплаве) – особенно этому подвержены стальные заготовки. Быстрорежущая сталь – не победитовый сплав и тем более не алмазное покрытие – она попросту сломается от усиленной нагрузки, которую вынужден приложить мастер, чтобы досверлить оставшиеся миллиметры материала.
Станок для заточки сверл своими руками
При наличии в мастерской электрического точила нет необходимости конструировать отдельный станок для заточки сверл, достаточно своими руками изготовить хорошую заточную оснастку, которая может устанавливаться около шлифовального круга.
В Интернете можно найти довольно много видеороликов, в которых авторы представляют свои приспособления для заточки сверл, не всегда простые в изготовлении, а подчас и попросту неудачные.
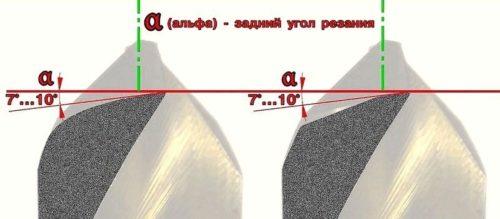
Из рисунка видно, что переход от режущей кромки к задней поверхности может быть сделан как по ломаной (справа), так и по дуге (слева). На практике режущую кромку часто затачивают в одну линию с задней поверхностью (так реализовано во многих самодельных приспособлениях). Это тоже работоспособный вариант, но в этом случае износ сверла будет происходить быстрее.
Отзывы о его работе в подавляющем большинстве положительные, кроме того, автор прикладывает к своему видеоролику чертеж этого приспособления, который теперь часто можно встретить на профильных сайтах.
В качестве недостатка, не относящегося к конструкции оснастки, можно отметить слишком большую зернистость заточного круга и отсутствие у него защитного кожуха.
Здесь заточка задней поверхности и режущей кромки сверла также выполняется по науке, но при этом реализуется их ломаное сочленение (правый рисунок вверху). Его приспособление выглядит грубовато и больше похоже на работающий макет (необработанные поверхности, зажим болтами вместо барашков и пр.), но со своей задачей справляется прекрасно.
В конце ролика автор сверлит только что заточенным сверлом шестимиллиметровый металл. Сверление идет быстро, крупная стружка вьется равномерно с обеих сторон, а отверстие получается ровным.
Первый автор выполняет заточку на периферийной (торцевой) части круга, что более правильно, т. к. эта часть круга при неравномерном износе легко правится. Второй точит сверла боковой поверхностью, что при больших объемах работ не рекомендуется.
Во всех встречавшихся нам заводских и самодельных приспособлениях для заточки сверл переход от одной затачиваемой поверхности к другой (с поворотом на 180º) производится вручную. То есть точное позиционирование второй поверхности целиком зависит от глазомера оператора.
Как подобрать?
Выбор сверл по металлу – задача довольно важная и ответственная, к выполнению которой следует подходить со всей внимательностью. В связи с широким распространением и большим разнообразием данных рабочих деталей на строительном рынке каждый пользователь сможет выбрать сверло по чугуну, по каленому железу, по алюминию, для закаленной стали и для глубокого сверления, на перфоратор или для шуруповерта
При этом (вне зависимости от вида необходимого конкретно для вас сверла) важно учитывать несколько ключевых характеристик

Назначение
Для начала следует определиться с тем, для каких целей вы будете использовать сверлильные изделия. Так, некоторые виды можно применять только для сверления металла определенного типа (например, для алюминия или для чугуна).
В этом отношении очень важно изучить каталожное описание приобретаемого товара

Совместимость с основным устройством
Перед тем как приобретать сверло, нужно на все 100% удостовериться в том, что оно будет совместимо с основным устройством, которое имеется у вас во владении (например, дрель или шуруповерт)
Особенно важно, чтобы оба элемента были сопоставимы в месте крепления

Производитель
Свое предпочтение в процессе выбора и покупки изделий следует отдавать продукции известных международных брендов, которые пользуются популярностью и уважением среди пользователей. Подобные товары, как правило, соответствуют всем существующим отечественным и международным стандартам.

Стоимость
Сегодня в продаже имеются сверла по металлу из разных ценовых категорий: как бюджетные варианты, так и детали класса люкс. При этом специалисты советуют выбирать такие товары, которые попадают в средний ценовой сегмент, так как они соответствуют оптимальному соотношению цены и качества. С другой стороны, рекомендуется избегать самые дешевые изделия.

Прежде чем приобретать то или иное изделие, следует ознакомиться с комментариями и отзывами пользователей об этом товаре. Вы узнаете, действительно ли заявленные производителем характеристики сверла соответствуют фактическому положению дел (например, является ли сверло долговечным по своему сроку эксплуатации).

Место приобретения
Сверла по металлу рекомендуется приобретать только в специализированных строительных магазинах. В таких условиях вы всегда сможете прибегнуть к помощи квалифицированных и опытных продавцов-консультантов.
Учитывая приведенные выше характеристики, вы сможете выбрать такие изделия, которые будут эффективно выполнять свои функциональные задачи, а также прослужат вам длительное время.

Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.
После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Покупные устройства для заточки сверл
Можно купить уже созданный специализированный станок, но его использование всегда обладает определенным спектром функций, то есть задачи всегда узко специализированные. Применение самодельного аппарата, в свою очередь, обладает достоинствами:
- экономичность – изготовить его можно из подручных материалов;
- приобретение опыта – вы лучше начнете понимать специфику работы каждого аппарата, если сами его сделаете;
- уникальные цели – если вы работаете с нестандартными формами, размерами, легче всего сделать собственное точило.
Но если вы хотите купить готовый станок, посмотрим, чем они различаются.
Основные виды заводских устройств
Они разделяются на два типа:
- со стандартным набором режимов по классическим размерам;
- с возможностью регулировать все параметры.
Последний намного функциональнее, но и стоит дороже. Он изготавливается в виде механизма на станину, статичен, выполняется из стали, поэтому не подвергается переносу. Второй – насадка на дрель, поэтому полностью регулируется этим строительным инструментом (количество оборотов создается вручную).
Насадка своими руками
Если речь идёт о каких-то грубых и черновых работах, то вполне можно обойтись самодельным приспособлением. Один из самых простых способов – переделать классический круглый напильник. Достаточно снять ручку с инструмента и обработать посадочное место, чтобы оно плотно садилось в патронник и надёжно удерживалось.
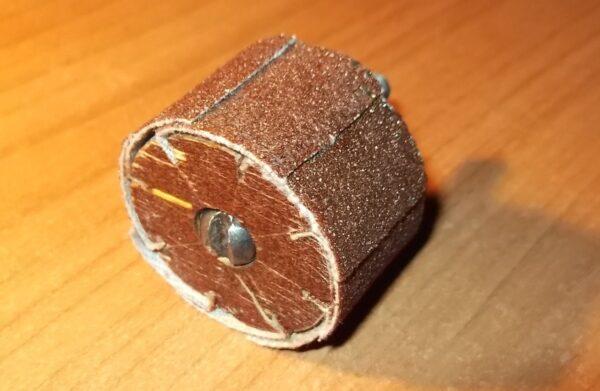
Для изготовления грубой дисковой насадки понадобится кусок фанеры, штырь болт с резьбой на обоих концах. В качестве шлифовального круга будет использована наждачная бумага. Вырезаем из фанеры круг, закрепляем на нём штырь и сверху приклеиваем наждачку. Последнюю после истирания можно не убирать, а просто наклеивать сверху новый лист.
Назначение
Специализированные насадки для дрелей иногда вполне успешно заменяют полноценный узкопрофильный инструмент. Подобный подход позволяет заметно сэкономить домашнему мастеру, исключив покупку дорогостоящего оборудования.
Шлифовальные насадки прекрасно справляются с удалением лакокрасочного покрытия со стен и потолков, почистят металл от ржавчины и доведут до ума загрунтованные поверхности. Останется только отполировать обработанные участки фетром или войлоком. Естественно, что такое решение оправдывает себя только в быту. Промышленный сегмент требует больших мощностей, хорошей отдачи и высокой скорости. А этого бытовая насадка, увы, предоставить не может. Сфера применения подобных устройств – частные дома, дачи, квартиры и гаражи.
Когда необходима установка на шуруповёрт, потребуется специальный адаптер или шестигранный хвостовик. Здесь всё зависит от конкретной модели инструмента и его функциональных возможностей.
На строительном рынке можно встретить самые разные варианты приспособлений для обработки практически любого материала, начиная от деревянных деталей и закачивая привередливыми стеклянными поверхностями. Распространённый форм-фактор барабана или тарелки можно использовать как в вертикальном, так и горизонтальном положении благодаря специальным переходникам. Таким образом, дрель может выступать в роли точила, обеспечивая заточку и шлифовку деталей.

Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.