Чем можно нарезать резьбу?
Содержание:
- Резьбонарезной набор для труб и правила его пользования
- Полезные советы
- Другие виды обработки
- Резьбонарезные пневматические машины, манипуляторы и установки
- Обозначения для резцов
- Плашки и приспособления для работы с ними
- Особенности технологии
- Виды инструментов
- Как выкрутить сломанный метчик
- Что такое клупп?
- Как правильно нарезать резьбу на трубе трубным клуппом
- Правила нарезания внутренней резьбы метчиком
- Как провести нарезку резьбы на токарном станке?
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Другие виды обработки
Для нарезки резцами на токарных станках как внешней, так и внутренней плоскости используются различные твердосплавные пластины или небольшой инструмент, по своей форме напоминающий расточной резец. Однониточными инструментами производят обработку по многопроходной профильной схеме. Резьбовые резцы бывают призматические, пластинчатые, стержневые, с механическим креплением твердосплавных пластинок.

Инструмент устанавливается по центру нарезаемой детали. Такая обработка проводится на многоосевых либо вальцетокарных станках. Существует возможность применения однозубковых и многозубковых твердосплавных пластин.
Резьбонарезные фрезы
Ещё один способ нарезания как внутренней, так и внешней резьбы — фрезами на станках с ЧПУ, которые удерживают спиральную интерполяцию. Используются в такой инструменте для нарезания резьбы как целые твердосплавные фрезы, так сменные твердосплавные пластины. Существуют многовитковые, одновитковые, дисковые и гребенчатые резьбонарезные фрезы. Предпочтение при обрабатывании заготовки отдаётся многовитковым фрезам. Область применения их довольно обширна, так как они способны обрабатывать материал прочностью до 65 HRC, позволяют обработать множество разнообразных материалов.
Эти фрезы обладают широким диапазоном употребления, а их диаметр начинается с самого маленького (от 1.5 мм) и завершается наиболее крупными размерами. Использование этого инструмента имеет множество плюсов. Одну и ту же фрезу можно использовать для отверстий разного диаметра, используя один шаг резьбы.
Использование абразивных материалов
Метод обработки резьбы абразивными инструментами существенно отличается от предыдущих и даёт большую вероятность нарезать высокопрецизионную внутреннюю резьбу. Он представляет собой высококвалифицированное решение для производства огромного количества деталей, у которых низкий допуск неправильности от нужных параметров. Один такой станок может вышлифовывать обширное многообразие внутренних вариантов резьбовых элементов. К элементам, которые изготавливаются способом внутреннего шлифования, относятся резьбоизмерительные калибры, гайки для обыкновенных и шариковых винтовых передач.

Резьбонарезание способом шлифования выполняется на предназначенных для этих процессов станках, обладающих главными особенностями: жёсткостью установки, стабильной температурой, точностью движения по осям координат, способностью выполнять точные циклы передвижения и наличием специальных прецизионных шпинделей с датчиками контроля температуры.
Процесс накатки
Для металлообработки отверстия глубиной до четырёх калибров применяются метчики-раскатники. Принцип действия их заключается в деформации материала, при этом стружка не образуется и отсутствует вероятность заторов стружки. Минусом такой обработки является ограниченная жёсткость болванки до 40 HRC, так как такой метод резьбонарезания предусматривает деформацию использованного материала, который должен быть пластичным, c низким коэффициентом растяжения.

Такой инструмент имеет большую жёсткость, вследствие чего практически не подвержен излому. Накатанная резьба наиболее крепкая, так как крупянистый сплав подвергается спресовыванию и становится более однородным. Из недостатков этого вида метчиков является требование наибольшего крутящего момента и большей мощности от станка. Ограничением считается и то, что отверстие должно быть более точно просверленным, чем при резьбонарезании.
Резьбонарезные пневматические машины, манипуляторы и установки
Современное оборудование позволяет увеличить объемы выпускаемой крепежной продукции без ущерба для качества. Все зависит от того, какой инструмент применяется для нарезания внутренней резьбы и как оснащено производство.
Основные преимущества прогрессивных резьбонарезных пневматических машин, манипуляторов и установок:
- Повышение эффективности работы по сравнению с ручным нарезанием резьбы.
- Отсутствие брака.
- Высокая эффективность при обработке большого количества отверстий.
- Увеличение стойкости инструмента примерно в 2,5 раза.
- Снижение трудоемкости минимум в 3,5 раза.
В заключение хотелось бы напомнить некоторые правила использования инструмента для нарезания внутренней резьбы:
- Обязательно нужно использовать смазку во избежание перегрева деталей и появления заусениц.
- После некоторого поступательного хода метчика (несколько витков) нужно давать ему обратное движение, чтобы вывести из рабочей зоны стружку и повысить качество поверхности резьбовых выступов.
- Необходимо использовать метчики в строгом чередовании, согласно нанесенной на них маркировке.
- После работы инструмент следует протирать и содержать в чистоте.
Какое бы современное оборудование ни использовалось для нарезания резьбы, по каким бы передовым технологиям ни осуществлялся техпроцесс и какой бы модерновый инструмент ни применялся, эти правила всегда остаются незыблемыми. Успешных проектов!
Обозначения для резцов
Если на токарном станке делают резьбу с использованием специальных резцов, то важно выбрать такую модель, которая соответствует заданным параметрам. Для того, чтобы правильно выбрать деталь, достаточно узнать точное название
В нём указывают следующие характеристики:
Буквенная часть определяет тип резца. Каждый из них имеет свои сильные и слабые стороны, которые необходимо учитывать при выборе.
Цифры, характеризующие номинальный размер инструмента.
Указывают шаг резьбы, который можно создать этим резцом. Если их несколько, то в названии указывают самый мелкий из них.
Если предполагается создать многозаходную резьбу, то сообщают количество заходов и шаг
Последнее число берут в скобки.
Важно знать, для какого направления применяется резец. По умолчанию считается, что оно правое
В случае, если речь идёт о левом, то применяется обозначение LH.
Класс точности инструмента или используемое поле допуска.
Указывают длину свинчивания в том случае, если она отличается от обычной.
Правила обозначения можно объяснить на следующем примере. Вот обозначение на резце: 1: М16х1,5LH–6H. Далее будет рассмотрен каждый его элемент:
-
«М» говорит о том, что речь идёт об обработке цилиндрической детали. Предполагается, что резец предназначен для создания метрической резьбы.
-
«16» — это номинальный диаметр.
-
«1,5» говорит о том, что используется шаг резьбы, равный 1,5 мм.
-
«LH» означает, что таким образом нарезают левую резьбу.
-
«6Н» говорит о том, что точность равна 6, а Н — основное отклонение. Использование прописных букв говорит о том, что речь идёт о нарезке внутренней резьбы.
Поскольку длина свинчивания не указана, то это означает, что она нормальная.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Виды инструментов
Для изготовления резьбовых соединений, промышленность выпускает специальные режущие приспособления. Они предназначены для выполнения определённых технологических операций. Инструмент для создания внутренней резьбы, похожий на винт называется метчиком. Приспособление нарезает стружечные канавки на теле трубы. Для крепления в воротке, метчик имеет длинный хвостовик. Инструмент выпускается в соответствии с действующим стандартом. Существуют специальные таблицы, в которых указывается размер метчика, его номер и тип.
В комплект для нарезки входит два метчика. Их главным отличием является глубина прорезывания канавки:
- Черновой — № 1.
- Чистовой — № 2.
https://youtube.com/watch?v=K1yjRBdSap4
Приспособление плашка
Это приспособление иногда называют леркой. Инструмент снабжён своеобразной гайкой, имеющей несколько отверстий. Именно она и создаёт режущие кромки.
Промышленность выпускает лерки разной формы:
- Клупп.
- Круглые.
- Разрезные.
- Раздвижные.
- Цельные.
https://youtube.com/watch?v=6Z6h1XBptDE
Описание клуппа
Отличается от других приспособлений особой направляющей, которая осуществляет центрирование плашки относительно трубы. Приспособление может быть с электроприводом или ручным. Для использования в домашних условиях, когда нарезка будет происходить не более двух — трёх раз, более рациональным будет работа ручным клуппом. Его стоимость намного меньше электрического инструмента.
Этим инструментом очень удобно работать. Резьба получается очень чистой и надёжной. Небольшой вес приспособления, простота конструкции позволяет быстро заменить резцы.
К важнейшей характеристике клуппа относится материал, из которого он изготовлен. Для создания плашки применяется дорогая инструментальная сталь. А ведь резьбу создают только резцы. Именно они должны отличаться высокой прочностью.
У клуппа отсутствуют дорогие нефункциональные элементы. Поэтому набор клуппов стоит намного меньше. Себестоимость нарезки резьбы на трубе из нержавеющей стали резко снижается. Домашние умельцы, не желая нести большие финансовые потери, предпочитают работать таким инструментом.
Самостоятельная нарезка
Для работы можно использовать несколько инструментов:
- Метчик.
- Плашка.
- Клупп.
Какой именно выбрать набор инструмента зависит от нескольких факторов. Особенно это касается вида резьбы. Ведь она может быть внутренней или наружной. После выбора плашки необходимо выполнить несколько шагов.
- Отрезается старая резьба. Не стоит пытаться её восстановить. Она все равно останется негерметичной, появится протечка. Срез должен получиться строго перпендикулярным относительно продольной оси трубопровода.
- Если имеются следы коррозии на трубе, сегмент нужно удалить полностью.
- Чтобы плашку было легче накручивать на трубу, её торец должен иметь заходную фаску.
- Для более лёгкого накручивания, месторасположения будущей резьбы смазывается маслом.
- После нарезки нескольких витков, плашку нужно прокрутить назад. Выполняя последовательное кручение вперёд и назад, нарезается резьба нужной длины.
- После окончания операции удаляются металлические опилки.
- Чтобы проверить качество работы, на трубу нужно накрутить предполагаемую деталь.
Если все в порядке, количество витков соответствует сопрягаемой детали, можно провести уплотнений соединения и начать монтаж трубопроводной системы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Как правильно нарезать резьбу на трубе трубным клуппом
Перед тем, как воспользоваться инструментом, необходимо разобраться с некоторыми нюансами. Внешне инструмент не вызывает никаких трудностей – установил соответствующего диаметра плашку, и нарезай себе резьбу. Однако не все так просто! Перед тем, как выполнять нарезку резьбы, нужно подготовиться к этому мероприятию. Процедура в виде инструкции по нарезанию резьбового соединения выглядит следующим образом:
- Завальцовывание трубы. Обязательная процедура, так как это поможет упростить процесс нарезки спиралевидного соединения. Завальцовывание представляет собой уменьшение наружного диаметра трубы на несколько миллиметров. Делается это с помощью применения напильника, турбинки, наковальни и молотка, а также газового ключа. Мастера используют для завальцовки болгарку с заточным кругом
- Обработать завальцованный участок трубы любым видом смазочного материала – Литол или Солидол. Этими же материалами можно обработать резцы, что поможет продлить срок их службы путём уменьшения сопротивления при нарезке
- Если нарезание резьбы выполняется на трубе, которая расположена рядом возле стены или в грунте, нужно зафиксировать ее газовым ключом, чтобы избежать нарушения целостности крепления второго конца трубы. Если же труба не закреплена, ее нужно зажать в тисках, и только после этого приступать к обработке
- Нарезка выполняется медленными возвратно-поступательными движениями, так как большая скорость приведёт к выходу из строя инструмента
- Надев на трубу плашку, необходимо установить ее строго в перпендикулярном положении торцевой части материала, то есть выровнять положение плашки относительно трубы
- Медленными движениями надо нарезать первый виток, который является основным. При нарезке необходимо делать один оборот вперед, а затем возвращаться на 0,5 оборота назад. В процессе возврата будет осуществляться удаление металлической стружки
- Как только первый виток будет нарезан, дальнейшее применение инструмента облегчается, и заключается только в выполнении возвратно-поступательных движений
После этого выкручивается плашка, и проверяется качество и целостность получившейся резьбы. На нее можно накрутить соединительную муфту, проверив качество завинчивания. Сколько нужно витков на трубе для надежного соединения? Этим вопросом задается каждый мастер, орудуя аналогичным инструментом. Количество витков составляет столько, сколько их на резаке или на соединительной муфте.
Важно знать! В процессе нарезки не стоит торопиться, иначе все старания могут привести к притуплению резцов на инструменте. Нельзя использовать плашку, на которой повреждены или сточены резцы, так как это может привести к нарушению целостности трубы
Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже.
Нарезка резьбы на трубе в стене при помощи клуппа с переходником
Многие могут подумать, зачем покупать клупп, если можно обратиться к токарю, который нарежет резьбу любого размера, диаметра и формы. Инструмент в основном рассчитан на исключительные случаи, когда нужно нарезать резьбу на месте. Этот прибор действительно очень удобен в эксплуатации, помогает всегда решить проблемы со стальным трубопроводом, когда возникает необходимость выполнения резьбового соединения.
Если предпочитается сварка вместо резьбового соединения, то стоит понимать один важный нюанс — при сварке внутри трубы образуется участок, который будет причиной скопления засорений. При некачественном нанесении сварного шва через время может возникнуть течь, поэтому единственное правильное решение — купить трубный клупп, и произвести нарезание резьбовых витков в нужном количестве.
https://youtube.com/watch?v=POlwUW4NKE8%3F
Публикации по теме
Ножовка для резки гипсокартона эффективность инструмента
Реверсивная отвертка и предназначение инструмента
Какие виды напильников бывают — их назначение, применение и выбор
Струбцина — разновидности, назначение и скрытые возможности применения
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
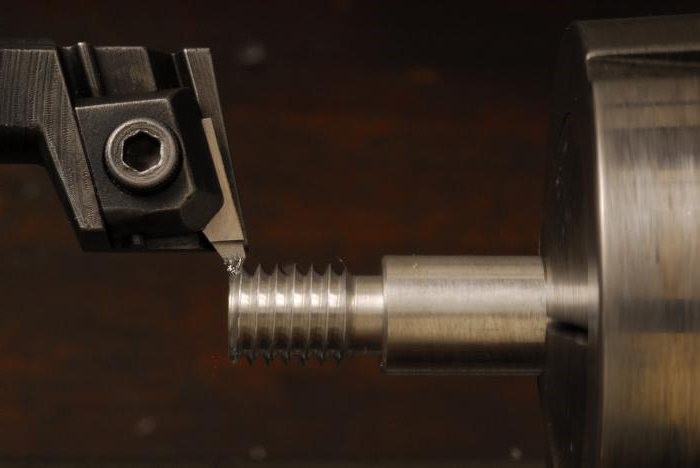
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа.
На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа.
Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок.
Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб.
По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить.
В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение.
Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.