Силиконовые формы для тротуарной плитки
Содержание:
- Применяемые материалы
- Виды тротуарной плитки
- Стоимость
- Процесс создания плитки с помощью силиконовых форм
- Изделия из древесины
- Изготовление формы своими руками
- Советы по изготовлению и эксплуатации
- Как приготовить смесь для изготовления брусчатки
- Какой материал лучше
- На что обратить внимание?
- Формы для изготовления тротуарной плитки: изготавливаем самостоятельно
- Технологические особенности
- Технология изготовления форомы
Применяемые материалы
В случае применения формы для изготовления тротуарной плитки, внутрь ее объема заливается жидкая цементная смесь. Она уплотняется и выдерживается до момента твердения бетона.
Для того, чтобы готовую плитку можно было вынуть легко и без повреждений, внутренняя поверхность должна быть идеально гладкой или покрыта смазкой. Поэтому используемый при создании формы материал должен отвечать таким требованиям как:
- низкое водопоглощение и стойкость к влаге;
- достаточная износостойкость и жесткость;
- отсутствие тепловых расширений при изменении температуры воздуха;
- устойчивость к соприкосновению с абразивами.
Домашние мастера применяют разнообразные предметы и материалы при изготовлении форм. К наиболее популярным сегодня следует отнести:
- древесину;
- гипсовые смеси;
- пластмассы;
- металл;
- полиуретан и силикон.
Каждый из этих материалов имеет свои достоинства и недостатки. Ниже рассмотрены качества каждого из них. Поэтому, прочитав статью, вы без большого труда сможете выбрать для себя самый подходящий способ изготовления форм для тротуарной плитки своими руками.
Сравнение вариантов исходных материалов.
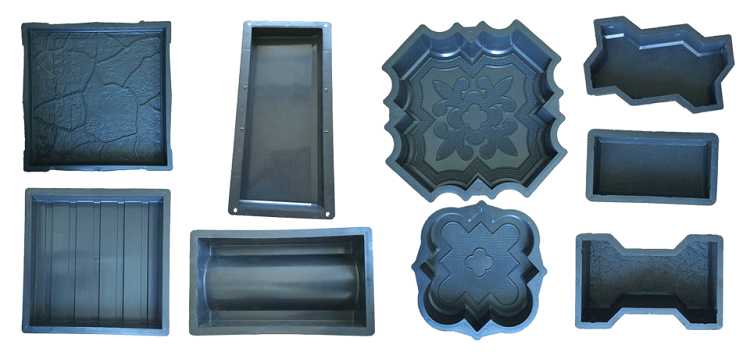
Виды тротуарной плитки
Тротуарная плитка формы, цвета и варианты исполнения предполагает самые разные. С каждым годом производители предлагают все новые позиции товара, поэтому выбор достаточно большой.
Разнообразие форм тротуарной плитки:
- Ромб – предлагает максимум свободы в плане дизайна: используя несколько видов данного типа элементов можно создавать даже 3Д-эффекты.
- Квадрат – плитка может быть выполнена в разных вариантах, с узорами. Стандартный размер – 500х500х50 миллиметров. При использовании плиток разной величины и цвета также можно создавать оригинальные узоры.
- Клевер – часто используют для мощения скверов и парков, делают из бетона с гранитным щебнем. Плитка обладает гладкой поверхностью, не боится грязи, всегда чистая и эстетичная.
- Кирпичик – выдерживает максимальные нагрузки, что обеспечено формой геометрически правильного параллелепипеда.
- Волна – долго служит, не смещаясь даже при больших нагрузках. Покрытие создается с эффектом паззла, поэтому очень прочное и красивое (при использовании нескольких цветов, к примеру).
- Галтованная плитка с круглыми краями – хороший выбор для дач, загородных территорий, где нет серьезных нагрузок. Красиво смотрится.
- Английский булыжник – имитирует коричневый или серый натуральный камень, производится методом вибролитья, смотрится стильно и просто.
- Плитка с зубьями по бокам – гарантирует наиболее высокий уровень прочности стыковки элементов, поэтому часто стелется там, где ездят автомобили, есть большие нагрузки.
Материалы изготовления тротуарной плитки:
- Цемент и песок – экологически чистая, производится в большом ассортименте цветов и форм, обычно получается с ярким оттенком, очень прочной, не боится воды и ультрафиолета, может быть демонтирована и уложена повторно. Обычно из такой плитки делают покрытия городских парков, тротуаров.
- Клинкер – плитка получается с шероховатой поверхностью, безопасной и экологичной, прочной и долговечной. Обычно выбор представлен большим количеством природных оттенков.
- Резина – такую плитку используют для обустройства детских площадок, территорий учреждений. На таком покрытии не удастся поскользнуться, а даже если и упасть, удар не будет сильным. Даже при гололеде плитка безопасна, так как обеспечивает хорошее сцепление с обувью.
- Пластик (полимер и песок) – плитка производится посредством нагревания и плавления полимеров, песка и красителей, потом прессуется. В плитке нет цементной пыли и токсинов, она не стирается, выдерживает максимальные механические нагрузки, не предполагает появления трещин и сколов, не требует особого ухода, представлена в огромном количестве оттенков и узоров.
- Гранит – материал производят посредством спекания крошки природного камня. Такая плитка не боится агрессивных воздействий, прочная и долговечная, смотрится дорого и изысканно.
Технология производства тротуарной плитки:
- Вибролитье – бетонной смесью заполняют формы для отливки, устанавливают на вибростол, где смесь трамбуется. Потом плитки сушатся в течение суток при температуре +40 градусов. Плитка получается устойчивой к температурным перепадам, высокопрочной, долговечной.
- Вибропрессование – бетонный раствор заливают в формы, установленные на вибростанок, сверху прессуют поршнем. Смесь уплотняется, плитка получается идеальной геометрической формы, с шероховатой поверхностью. Материал свободно выдерживает высокую влажность, высокие и низкие температуры, долговечная и прочная.
- Гиперпрессование – технология схожа с предыдущим способом, но без вибрации. Тут высокое давление для уплотнения создается благодаря гидравлическому прессу. Производство автоматизировано, процент брака минимальный, поэтому плитка стоит дешевле.
Производство в домашних условиях предполагает использование способа литья. Все, что нужно для создания красивой и оригинальной плитки – формы и бетонный раствор.
Стоимость
Получить понятие об уровне цен на формы для литья плитки можно по результатам анализа, приведенного ниже.
- «Цветок» — 249 руб.;
- «Кирпичик» — 179 руб.;
- «Волна» — 189 руб.
«Камелот» реализует свою продукцию по таким ценам:
- «Каунас» 30х30х3 см (с имитацией старинного мощения) — 110 руб.;
- «Краковский квадрат» 30х30х3 см (на лицевой стороне изображена восточная ромашка) — 80 руб.;
- «Львовский тротуар» 30х30х3 см (с имитацией мощения брусчаткой «колодец») — 80 руб.;
- «Арабика» 30х30х3 см (с изображением звезды востока) — 110 руб.;
- «Калифорния дуб» 30х30х3 см (с имитацией брусчатки «четыре с половиной кирпича» с фактурой дерева) — 110 руб.
Ценовой уровень у «Максидома»:
- «Кирпич с шагренью» — 99 руб.;
- «Клевер рельефный с шагренью» — 119 руб.;
- «Волна с шагренью» — 99 руб.
В «Империи садовода» можно приобрести форму для изготовления дорожек (монолит 3 см) 60х60х5 см за 600 руб., а в «Мелеоне» — за 695 руб. (размером 40х40 см). Перечисленные модели изготовлены в России.
Процесс создания плитки с помощью силиконовых форм
Покупая готовую плитку, необходимо глубоко погрузиться в процесс изготовления плитки производителем:
- состав;
- устойчивость к перепадам температур;
- морозоустойчивость;
- суммарные механические нагрузки, которые плитка способна выдерживать.
Поэтому целесообразно процесс производства материала, который должен служить не один год, взять в свои руки. Для этого достаточно иметь форму, с помощью которой можно изготавливать плитки определенного размера и фактуры.
Процесс создания плитки с помощью силиконовой формы в домашних условиях позволяет изготавливать продукт с самыми мелкими линиями, штрихами. Прочности формы достаточно для того, чтобы произвести более 500 шт.
Качество тротуарной плитки прежде всего зависит от марки цемента, из которого она изготавливается, и его пропорций в составе смеси. Чем выше марка, тем более долговечной будет дорожка из плитки.
Тротуарная плитка производится из смеси песка и бетона, предпочтительно марки М500. Устойчивость к температурным перепадам и низким температурам регулируется специальными добавками-пластификаторами. При желании в состав можно добавлять мелкий щебень, гальку. Это сделает плитку уникальной, необычной. Прежде чем приступить к работе, необходимо приобрести минимальный набор инструментов:
- Емкость для замешивания раствора. Если не предполагаются глобальные строительные работы, нет необходимости приобретать бетономешалку, достаточно купить строительное пластиковое ведро. Ведра изготавливают из прочного материала, устойчивого к механическим воздействиям и температурным перепадам.
- Перфоратор или мощную дрель.
- Насадку-миксер для перфоратора. С помощью миксера в строительном ведре раствор вымешивается так же тщательно и однородно, как и в бетономешалке.
Силиконовая форма
Песчано-бетонная смесь замешивается в пропорциях: 3 к 1:
- В подготовленную емкость засыпаются 3 части песка.
- Добавляется 1 часть бетона и миксером перемешивается до однородности.
- Вливается вода. Тонкой струйкой, непрерывно перемешивая. Раствор не должен быть жидким. Чтобы устранить избыток влаги, можно добавить к раствору армирующие составы и водоотталкивающие вещества.
- Чтобы получить желаемый цвет плитки, на этом этапе к раствору можно добавить пигмент химического производства. Следует учитывать, что в сухом виде интенсивность цвета плитки будет на тон ниже, чем у жидкого раствора.
- Смазать силиконовую форму либо специальным составом, либо машинным маслом. Этот прием позволит легко вынуть из формы готовую плитку.
- Залить готовую смесь в форму. Если плитка большого размера, ее желательно армировать металлической сеткой. Для этого нужно раствор залить до половины, проложить сетку и долить до краев формы.
- Форму с залитой смесью, если нет специального вибростола, следует некоторое время слегка встряхивать, чтобы извлечь пузырьки воздуха.
- После заливки силиконовые формы с раствором нужно накрыть полиэтиленом и оставить на 3 суток для схватывания, периодически сбрызгивая водой.
- Вынуть из формы и уложить в защищенном от прямых солнечных лучей месте для окончательной сушки.
Тротуарная плитка готова к использованию по прошествии 3-4 недель с момента извлечения из силиконовой формы.
Изделия из древесины
Формы из дерева используют при создании самых простых конфигураций. Это может быть прямоугольник, квадрат, треугольник, трапеция, многоугольник и им подобные. По своей сути, она представляет собой небольшую разборную опалубку с плоским дном, которая может быть сделана для каждой плитки по отдельности или сразу для нескольких изделий.

Для работы вам потребуются ровные оструганные рейки шириной не менее 40 мм, фанера и крепеж для соединения отдельных частей. Любой применяемый крепеж должен быть таким, чтобы была возможность разобрать конструкцию при необходимости. Днище можно сделать не только из фанеры, но и из ДСП, ДВП, пластика и других плоских и не сильно сгибаемых материалов.
Древесина легко обрабатывается и самостоятельно сделать из нее шаблон получится очень быстро и при небольших материальных затратах. Однако такие изделия имеют существенный недостаток. Они недолговечны, поскольку дерево плохо переносит воздействие воды и легко теряет свою форму. Для того, чтобы избежать этого, все детали можно обработать любым гидрофобным составом — краской, лаком или специальной жидкостью, но это сразу увеличит стоимость.
1 из 6

1 — основа, 2 — вставка, 3 — продольная стенка, 4 — поперечная стенка, 5 — шуруп, 6 — винт, 7 — гайка.

Поперечная форма стенки.

Продольная стенка формы.



Говоря о том, как сделать форму для тротуарной плитки из древесины, можно выделить два способа. Первый подойдет для одиночных изделий:
- из листового водостойкого материала вырезают днище нужных размеров и конфигурации с учетом толщины ограждающих планок;
- нарезают необходимое количество брусков длиной несколько больше, чем сторона днища;
- около каждого края брусков вырезают пазы до середины высоты для возможности соединения их без дополнительного крепежа;
- на соединенную в пазах конструкцию накладывается днище и в нескольких местах фиксируется крепежем.
Наличие днища необходимо для создания возможности переноса заполненного шаблона на стеллаж (чтобы, например, подождать твердения бетонной смеси). Соединение брусков можно выполнить без устройства пазов, с использованием крепежа, но тогда разборка конструкции в случае необходимости будет затруднена.
Другой способ заключается в подготовке конструкции сразу для нескольких изделий. В этом случае она делается большего размера, а внутри нее устанавливаются перегородки из планок. Причем, если располагать их не перпендикулярно стенкам, то можно получить плитки более оригинального вида. Этот способ ускоряет производство, но днище должно быть более прочным или усилено снизу накладными перемычками.
Изготовление формы своими руками
Решая производить самодельные формы для тротуарной плитки своими руками, необходимо сначала ознакомиться с особенностями работы с разными материалами, выбрать подходящий вариант и изучить технологию. В принципе, это не так уж и сложно, и если все сделать правильно, вполне реально получить качественные и долговечные формы для производства элементов с нужными характеристиками.
Дерево
Значение имеют только внутренние размеры – их нужно высчитывать точно. Для прямоугольных/квадратных матриц измеряют диагонали внутри, которые обязательно должны быть одинаковыми. В шестиугольнике контролируют ровность углов транспортиром.
Процесс сборки форм:
- Нарезка из деревянных брусков нужных элементов по очертаниям и размерам.
- Сборка элементов шурупами.
- Зачистка внутренней поверхности и шлифовка, покрытие несколькими слоями лака, олифы (так форму удастся использовать несколько раз, защитив от влаги).
Чудо пластик
Самый дешевый вариант создания форм – производство из пластиковых бутылок. Для этого лучше всего выбирать пятилитровые канистры, у которых обрезают дно, оставляя часть, равную высоте будущей плитки.
В качестве емкости для заливки могут быть взяты упаковки от продуктов, обрезные канистры и все, что соответствует размеру и форме нужных элементов. Такие формочки относятся к бюджетным и не самым удачным решениям, но тоже могут применяться.
Гипс
Доступный и простой способ для тех, кто не знает, как сделать форму самостоятельно. Единственное требование – наличие образца матрицы.
Как изготовить форму из гипса:
- Сборка деревянного короба больше на 10 сантиметром модели.
- Заливка в короб гипса, выдавливание в нем слепка модели. Лучше всего в производстве использовать не гипс, а формовочную смесь на его базе, которая не даст усадки, трещин при застывании, будет прочнее.
- Можно сделать по-другому: залить модель толстым слоем гипса и аккуратно изъять.
- Потом поверхность покрывают восковой мастикой либо лаком.
Обычно сразу делают несколько форм для ускорения производства.
Металл
Формы из металла дают гладкую ровную поверхность, не реагируют с водой, долговечные и прочные. Но сделать самостоятельно такую матрицу довольно сложно, вариант оптимален лишь в случае больших объемов производства плитки. Шаблон гибким не будет, поэтому его делают разборным для облегчения доставания плитки после застывания.
Форма и конфигурация матрицы могут быть любыми. Но обычно просто сваривают прямоугольные, квадратные, шестиугольные рамки, куда потом заливается бетон. При объединении рамок с днищем, имитирующим рельеф натурального камня, дерева или узор, можно получить очень красивую плитку.
Полимеры
Самодельная форма из полимера выполняется в два этапа. Вначале делают деревянный бокс для заливки пластика, внутренние размеры которого на 2 сантиметра больше нужного (припуск на толщину стенок матрицы). Потом собирают еще один бокс с точными очертаниями формы.
Вторая рамка помещается в первую так, чтобы сделать равномерный зазор. В этот зазор заливают пластик в расплавленном виде. При использовании полиуретана обязательно нужно позаботиться о средствах индивидуальной защиты и вентиляции помещения. Если создается плитка со сложным узором, то используют точную модель, помещаемую в короб.
После того, как изделие застыло, его достают из коробка, удаляют неровности наждачной бумагой и используют форму по назначению. Она предполагает многократное использование, но требует определенных навыков и опыта в эксплуатации.
Более гибкими и качественными (но и дорогими) получаются силиконовые формы. Их можно неоднократно использовать. Правда, они не очень хорошо держат форму, при недостатке опыта у мастера могут прогибаться и косить. Формы из силикона делают по тому же принципу, что и из других видов пластика: мастер-модель устанавливается в деревянный короб, заливается слоем материала толщиной минимум в 1 сантиметр, снимается после кристаллизации.
О чем нужно помнить:
- Деревянный короб и мастер-модель должны быть подогнаны идеально (проверяют уровнем и другими инструментами линии, углы), чтобы форма получилась ровной и аккуратной.
- Пластик застывает достаточно быстро – работы нужно проводить уверенно.
- Деревянный короб лучше делать разборным, чтобы после застывания достать пластиковую форму, не поломав.
Природные дары
Найти оригинальный дизайн можно, просто наблюдая за окружающим миром и рассматривая натуральные фактуры, рельефы. Использовать для создания необычных плиток можно даже листья лопуха: достаточно наложить на него густым слоем бетонный раствор, плотно прижать и после высыхания обрезать плитку по контуру. Такие «листья» потом укладывают на территории на определенном расстоянии, для шагов.
Советы по изготовлению и эксплуатации
Чтобы шаблонные элементы прослужили дольше, нужно придерживаться следующих рекомендаций:
- Если планируется матричная форма, то желательно выдерживать небольшой уклон стенок в наружную сторону.
- Толщину стенок пластиковых изделий следует отливать такой, чтобы она выдерживала давление раствора при переноске.
- Шаблоны из дерева и гипса желательно покрыть лакокрасочным составом. Рекомендуется периодически обрабатывать деревянные плашки ЛКМ, чтобы предотвратить разрушение и деформацию трафаретов.
- Вместо отлитых трафаретов можно использовать обрезки пластиковых труб, старые пластиковые емкости.
- Перед использованием шаблонные изделия рекомендуется смазывать отработанным машинным маслом или специальными составами, чтобы легче было вынимать отлитые элементы плитки.
- При создании трафаретов желательно изготовить и угловые элементы, чтобы не резать готовые фрагменты.
- Чтобы заливку легче было переносить с вибрационного стола на площадку для застывающих изделий, трафареты можно изготавливать с ручками.
Если следовать вышеперечисленным рекомендациям, то шаблоны для тротуарной плитки, изготовленные своими руками, прослужат дольше.
Как приготовить смесь для изготовления брусчатки
Чтобы получить высококачественную брусчатку, следует в хорошую форму заливать не менее хорошую смесь. Ей необходимо обладать:
- прочностью;
- незначительной способностью к водопоглощению;
- стойкостью к температурным перепадам;
- абразивной стойкостью;
- устойчивостью к механическим воздействиям;
- минимально пористой структурой.
При производстве тротуарной плитки используются два способа изготовления:
- с помощью вибролитья;
- посредством вибропрессования.
Вибролитьё, в процессе которого можно использовать сделанный собственными руками простейший вибростол, является единственным доступным для домашнего мастера методом получения брусчатки в домашних условиях. Для вибропрессования требуется специальное дорогостоящее оборудование и определённая квалификация для его обслуживания. Качественная брусчатка, изготавливаемая собственными силами, обычно делается двухслойной с армирующими добавками между слоями (но, разумеется, однослойная плитка также обладает необходимыми характеристиками, а также более проста в изготовлении).
Сначала изготавливается лицевой слой, после чего делается основной. Поэтому и смеси для изготовления брусчатки бывают двух видов. Между двумя слоями плитки прокладывается армирующий материал, представляющий собой отрезки металлических прутьев, уложенных так, что они образуют сетку
Эту операцию можно заменить добавлением в раствор армирующих синтетических волокон.Важно! Временной интервал между этими двумя процессами не должен быть больше 25 минут, дабы не допустить расслоения плитки.Смесь для лицевого слоя. Для получения квадратного метра цветной, крепкой и устойчивой к морозам лицевой поверхности брусчатки требуются:
- цемент ПЦ500 — 3 ведра;
- мелкий щебень и речной песок, смешанные в равных пропорциях, — 6 вёдер;
- диспергатор и пигментный краситель в виде раствора — 0,8 л;
- вода — 8 л.
Цемент необходимо высыпать в смесь песка и пластификатора и после тщательного перемешивания добавить щебень и под конец небольшими объёмами влить воду. Плотность полученного раствора должна напоминать густую сметану, но при этом раствор должен сохранять способность легко распределяться по всему объёму формы.
Какой материал лучше
С точки зрения качества поверхности, гибкости и долговечности лидерами являются полиуретан, силикон, пластик. Они не реагируют на влагу, легко очищаются, переносят большое число циклов работы без особых проблем. При этом они намного сложнее в изготовлении, чем деревянные изделия, менее прочны, чем металлические, и гораздо дороже гипсовых.
Следует учитывать подготовку мастера. Для одного предпочтительнее работа с деревом, для другого — с металлом и т.д. Конечный результат во многом определяется уровнем профессионализма изготовителя.
Чаще всего решающее значение имеет не столько материал, сколько умения и навыки работника.
Любое изделие несет на себе отпечаток личности мастера, поэтому однозначно назвать лучший материал сложно.
На что обратить внимание?
При выборе формы обращают внимание на такие моменты:
- производитель. В большинстве случаев в характеристиках формы не указывается, из какого вида пластика она выполнена. В графе материал просто указывают: «пластик». Но даже если и пишут, например, «АБС-пластик», это не гарантирует на 100% качественного результата. Имеет значение, кем и по какой технологии был произведен данный полимер, какова в нем доля вторичного сырья и т.д. Из вышесказанного следует, что у покупателя нет возможности по приведенным на сайте или в каталоге характеристикам точно оценить качество изделия. Поэтому рекомендуется искать информацию о производителе: изучать отзывы в интернете, интересоваться у знакомых, нет ли у кого опыта по применению форм данной марки. Такой зондаж даст более объективную картину относительно качества рассматриваемой продукции;
- толщина стенки. Форма с тонкой стенкой быстро растрескивается, в первую очередь в углах. Кроме того, из нее сложнее извлекать отливки. Рекомендуется отдавать предпочтение изделиям с толщиной стенки от 3 мм;
- наличие ребер жесткости. Они повышают прочность и жесткость формы. Если производитель на этих элементах сэкономил, изделие долго не прослужит;
- геометрия. Литьевые формы имеют разные очертания. В целом все они квадратные, прямоугольные или шестиугольные, но многие изобилуют различными выступами, вырезами, «лепестками» и пр. Проблема в том, что каждый подобный элемент усложняет распалубку и некоторые модели в этом отношении получились откровенно неудачными. Пример — форма «клевер», содержащая около 20 углов.
Какие бывают формы
Проще всего модули извлекаются из форм с округленными углами. Конечно, сложно заранее предугадать, насколько легко будет происходить эта операция. Поэтому рекомендуется работать с поставщиками, высылающими потенциальному покупателю пробные экземпляры своих форм. Также помогает изучение отзывов, публикуемых в интернете.
У некоторых форм есть буртик для отливки плитки промежуточной толщины. К примеру, изделие имеет высоту 5 см. Если попытаться производить в нем плитку меньшей толщины, она каждый раз будет разная. Наличие буртика на высоте 3,5 см решает эту проблему.
Формы для изготовления тротуарной плитки: изготавливаем самостоятельно
Отливочная форма для производства тротуарной плитки не представляет из себя ничего сложного, поэтому ее легко можно создать своими руками. Для этой цели подходят самые разные материалы:
Дерево
Дерево легко обрабатывается, поэтому при наличии некоторых навыков из данного материала можно сделать не только прямоугольную форму, но и фигурную
При этом важно обеспечить герметичное соединение деталей, если форма является составной
Самый простой вариант деревянной формы имеет вид прямоугольной рамы, которую сбивают из струганной доски или влагостойкой фанеры. Рама ставится на резиновый коврик, на котором место контакта с древесиной предварительно смазывается герметиком или монтажной пеной. Слегка нажав на коврик снизу, отливку легко можно будет извлечь, к тому же он может иметь на поверхности рисунок.
Форма из дерева для шестигранной тротуарной плитки
Форма должна быть строго прямоугольной, иначе плитка получится кривой и уложить ее красиво не удастся. Поэтому нужно убедиться, что равную длину имеют не только противоположные стороны рамы, но и ее диагонали. Если же принято решение выполнить 6-угольную форму, то сначала нужно изготовить шаблон, в котором все углы будут выверены при помощи транспортира.
Внутренние поверхности нужно как можно более тщательно отшлифовать.
От воздействия содержащейся в растворе влаги некоторые мастера защищают древесину путем смачивания ее перед применением мыльным раствором. Но более надежным будет пропитать ее олифой и покрыть затем лаком.
Металл
Металлическая форма имеет, как и деревянная, вид рамы, только все ее составляющие соединяются при помощи электросварки.
Важная особенность такой матрицы состоит в том, что перед применением ее необходимо смазать каким-либо жирным составом, например, натуральным или синтетическим маслом.
Чтобы отливки легче выходили из деревянной или металлической формы, стенкам последней можно придать небольшой наклон наружу.
Пластик
Если формы из дерева и металла, как правило, являются прямоугольными, то при работе с пластиком для пользователя никаких ограничений не существует: матрица может иметь самые замысловатые очертания. Все что нужно — иметь образец плитки, какую мы хотим отливать.
Пластиковая форма, как и сама плитка, изготавливается методом литья. Делается это так:
- Из досок сколачиваем прямоугольную форму, внутренние размеры которой на 30 мм превышают габаритные размеры образца плитки.
- Укладываем форму на плоскую поверхность и кладем в нее образец плитки, так чтобы он оказался точно в центре внутреннего пространства формы. В качестве шаблона можно использовать и фрагмент натурального камня, а можно просто сбить из того же дерева прямоугольный шаблон.
- Нагреваем пластиковый лом до температуры плавления и заливаем расплавленный пластик в форму с лежащим в ней образцом или шаблоном.
Остается дождаться застывания пластика и извлечь готовую пластиковую форму.
При разогреве пластик выделяет ядовитые пары, поэтому данную операцию следует выполнять только на открытом воздухе.
Силикон
Силиконовая форма изготавливается по той же технологии, что и пластиковая, только сначала силикон нужно приготовить, смешав исходную смесь с отвердителем и катализатором.
Подручные средства
В качестве формы для плитки можно использовать отрезанное днище от 5-литровой пластиковой бутылки, всевозможные пластиковые контейнеры, обрезки труб и пр.
Технологические особенности
Толщина пластика АБС для форм — 2 мм, из-за этого для блоков дорожных рекомендуем изготавливать деревянную опалубку, с ней удобней переносить заполненную форму, а геометрия готовой плитки будет точнее, но многие производители обходятся без неё.
Для отчистки форм применяется химическое травление или мойка водой под давлением. Для смазки применяют различные составы, это могут быть масляные компоненты (масла, отработки эмульсолы и т.д), восковые и силиконовые смазки (как на основе спрея, жидкости, средств для растирки), так и прочие разделители. Все зависит от технологии и опыта применения.
Технология изготовления форомы
Сварная металлическая рамка
Самая простая технология изготовления тротуарной плитки предполагает ее формовку непосредственно на грунте. Для этого заливается бетонное покрытие, которое затем обрабатывается специальной рамкой.
Такие рамки делают и из пластика, но при самостоятельном изготовлении чаще берут металл
Для ее изготовления нам будут нужны:
- Металлические пластины шириной 30—50 мм и толщиной до 2 мм.
- Молоток и круглый шаблон для гибки заготовок.
- Сварочный аппарат.
Инструкция по изготовлению такой рамки представлена в таблице:
| Иллюстрация | Последовательность действий |
|
Производство заготовок.
Металлическую полосу нарезаем на фрагменты нужной длины. Проще всего работать с деталями по 15—25 см: они лучше держат форму и не пружинят. |
|
|
Гибка заготовок.
Используя металлический шаблон в качестве импровизированной наковальни, выгибаем заготовки по нужному радиусу. При наличии сноровки можно обойтись и без шаблона, но тогда форму нужно очень тщательно контролировать. |
|
|
Подготовка формы.
Устанавливаем изогнутые детали вертикально, формируя контур будущей рамки для формовки тротуарной плитки. |
|
|
Сварочные работы.
Используя электросварку, соединяем заготовки в местах стыка. Контролируем качество сварных швов, стараясь сделать их максимально прочными и избежать смещения деталей. |
|
|
Установка ручек.
Для удобства использования, к рамке для формовки дорожки приделываем две П-образные ручки из прутка или круглой трубы. Проверяем изделие, при необходимости зачищая места сварных швов и рихтуя края формы молотком. |
Результат обработки бетона рамкой выглядит примерно так, как на этом фото
Гибкая полиуретановая форма
Эластичные изделия для отливки плиток и других деталей также можно сделать самостоятельно.
Оптимальный для изготовления гибких форм — двухкомпонентный материал на основе силикона или полиуретана
Минимальный перечень материалов включает:
- Двухкомпонентный материал («Силагерм» или аналоги).
- Обрезные струганные доски или ламинированные фанерные полосы для изготовления рамки.
- Заготовки для формы (камни, плитка, фрагменты кирпича).
- Смазка для обработки заготовки (жидкая или аэрозольная).
- Силиконовый герметик или аналогичный материал для заделки щелей.
Набор инструментов будет минимальным:
- Шуруповерт.
- Дрель с насадкой-миксером.
- Кисть для смазки.
- Острый нож для подрезки полиуретана.
Работы выполняем в такой последовательности:
| Иллюстрация | Этап производства детали |
|
Изготовление матрицы.
Из фанеры или обрезной доски собираем рамку. Углы рамки соединяем саморезами для облегчения распалубки. Внутрь вклеиваем образцы, по которым будет отливаться наша форма. Все щели тщательно герметизируем во избежание затекания полиуретана. |
|
|
Подготовка матрицы.
Перед началом отливки обрабатываем все внутренние поверхности смазкой. Смазку либо наносим кистью, не оставляя пропусков, либо распыляем из баллончика. |
|
|
Приготовление раствора.
Смешиваем оба компонента полиуретанового комплекса, строго соблюдая пропорции (используем весы или мерные емкости). Тщательно перемешиваем материал вручную либо миксером на невысоких оборотах. Даем составу отстояться несколько минут, после чего повторно перемешиваем для удаления пузырьков воздуха. |
|
|
Нанесение полиуретана.
Чтобы форма получилась максимально качественной, отливку ее проводим в два приема. На первом этапе с помощью кисти наносим полиуретан на все поверхности внутри матрицы, не оставляя пропусков и пустот. |
|
|
Заливка полиуретана.
После нанесения сразу выливаем в рамку с матрицей остатки полиуретанового комплекса. Заливку выполняем аккуратно, стараясь минимизировать объем вовлекаемого воздуха. |
|
|
Удаление воздуха.
В течение первых 30 минут наблюдаем за поверхностью состава. Появляющиеся пузырьки воздуха аккуратно удаляем с помощью кисти или зубочистки. |
|
|
Сушка.
Высушиваем изделие в прохладном помещении с равномерным температурным режимом. В процессе сушки нежелательно подвергать рамку с заливкой механическим нагрузкам, воздействиям влаги, сквознякам и перепадам температуры. Время полимеризации определяется типом используемого полиуретанового комплекса. |
|
|
Распалубка.
Демонтируем борта рамки, удаляя герметик по периметру. Аккуратно снимаем форму с матрицы, при необходимости подрезая полиуретан и очищая внутреннюю поверхность формы от прилипших фрагментов. После распалубки форму промываем и выдерживаем минимум 24 часа для окончательной полимеризации. |
Пример использования эластичных формовочных изделий









