Все об аппаратах точечной сварки
Содержание:
- Принцип работы аппарата
- По производителю
- Преимущества точечной (контактной) сварки
- Как купить Станки контактной сварки
- Какой аппарат для точечной сварки лучше
- По типу
- Принцип действия точечной сварки
- Нюансы выбора
- Аппарат для точечной сварки своими руками
- Сборка аппарата из микроволновки
- Как купить Аппараты точечной сварки с радиальным ходом плеча
- Причины дефектов
- Особенности конструкции
- Контактная точечная сварка
- Виды оборудования
- PEI-POINT
- Оборудование на конденсаторах
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
 Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.

Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.

Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.

Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
 Если размер меньше, то элементы проварены не до конца.
Если размер меньше, то элементы проварены не до конца.
По производителю
CEMSA
PEI-POINT
TECNA
Преимущества точечной (контактной) сварки
Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток — около 6 000 А для листов толщиной 1 мм — подается через медные электроды, причем свариваемые листы сильно прижимаются друг с другу с помощью рычажных сварочных клещей или ручной системой сжатия с усилением зажима. В течение секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами, нагревавшими два элемента докрасна, а потом куя их молотом, чтобы прочно соединить вместе. Сегодня электричество заменяет собой кузнечный горн, а усилие рычажных сварочных клещей заменяет молот.
Преимущества электрической контактной сварки:
- Чрезвычайно простой процесс
- Не требует операторов со специальной квалификацией
- Этот вид сварки идеален для сварки тонких металлических листов
- Чрезвычайно надежные и прочные сварочные швы
- Не требует инертного газа
- Не требует присадочного металла (электродная проволока)
- Низкий износ электродов (нет контактных наконечников, нет сопел)
- Сохраняются особенности стали (малая зона термообработки)
- Сохраняются антикоррозионные покрытия (фабричная грунтовка, цинк и пр.)
- Сохраняются изолирующие соединения, заполнители, герметики и пр.
- Отсутствуют вредные дымовые газы
- Чрезвычайно низкий риск пожара
- Высокая производительность (не требует сверления и заполнения отверстий, не требует шлифовки и пр.)
- Не требует квалифицированного оператора (запрограммированные операции)
- Ремонтирует автомобили так же, как они изготовляются
- Простое удаление панелей в случае последующего ремонта
Область применения электрической контактной сварки:
Это все области транспортного машиностроения, авиастроение, производство электрооборудования, офисной мебели, бытовой техники, вентиляционных воздуховодов, арматуры для железобетона в строительстве и т.д.
С научной точки зрения технология контактной сварки, кажущаяся уже вполне устоявшимся и испытанным процессом, открывает большие возможности для применения во многих областях.
Как купить Станки контактной сварки
Компания «МОССклад» поставляет Станки контактной сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Аппараты и машины контактной сварки следующих производителей: CEMSA, PEI-POINT, TECNA, и другие.
Приобрести Станки контактной сварки у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на svar@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Какой аппарат для точечной сварки лучше
Сварочный аппарат должен быть надежным, производительным, максимально точным в выполнении своих функций. Все представленные номинанты соответствуют этим параметрам, отзывы тому подтверждение. Что выбрать и купить, подскажут рекомендации Vyborexperta.ru на основе сравнительного анализа плюсов, минусов каждой позиции:
- Калибр СВА-1.5 АК – бюджетная компактная модель клещей российского производства;
- Telwin Digital Modular 230 – аппарат с таймером для листовой высокопрочной стали;
- Blueweld Plus 230 – высокая мощность, модель для левши/правши, микроконтроллер;
- Fubag TS 2600 – компактный споттер с 5 режимами работы, световой индикацией;
- ТСС SW-1600 – самый высокий показатель точности, скорости, экономичности.
Подходить к выбору такого сварочного прибора следует с полной серьезностью. Чтобы затраты были оправданы, учитывают все факторы заранее. Условно номинантов можно разделить на бытовые, профессиональные конструкции. Многое зависит от частоты использования, уровня нагрузок, личных потребностей, с какими именно изделиями будет проводиться ремонт.
По типу
Станки точечной сварки
от 222 927 q
от 6 505 BYN
от 1 048 839 KZT
от 211 269 KGS
от 1 313 418 AMD
от $2 491
от 2 074 €
Станки линейной и рельефной сварки
от 585 845 q
от 17 095 BYN
от 2 756 315 KZT
от 555 208 KGS
от 3 451 620 AMD
от $6 546
от 5 450 €
Настольные аппараты контактной сварки
от 382 532 q
от 11 162 BYN
от 1 799 757 KZT
от 362 527 KGS
от 2 253 762 AMD
от $4 274
от 3 559 €
Стыковые сварочные машины
от 681 501 q
от 19 886 BYN
от 3 206 363 KZT
от 645 862 KGS
от 4 015 197 AMD
от $7 615
от 6 340 €
Станки точечной сварки с координатным столом
от 4 711 846 q
от 137 494 BYN
от 22 168 552 KZT
от 4 465 441 KGS
от 27 760 766 AMD
от $52 651
от 43 839 €
Многоточечная сварка
от 340 974 q
от 9 949 BYN
от 1 604 233 KZT
от 323 142 KGS
от 2 008 915 AMD
от $3 810
от 3 172 €
Сварочные клещи
от 60 277 q
от 1 758 BYN
от 283 594 KZT
от 57 124 KGS
от 355 133 AMD
от $673
от 560 €
Сварочные споттеры
от 27 048 q
от 789 BYN
от 127 256 KZT
от 25 633 KGS
от 159 358 AMD
от $302
от 251 €
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Нюансы выбора
Чтобы выбрать хороший аппарат для сваривания рассматриваемого типа, следует обратить внимание на 7 факторов, которые будут важны. Хотя существуют и иные характеристики, которые в определенных эксплуатационных условиях, могут сыграть серьезную роль
Итак, рассмотрим основные факторы.
- Тип устройства. По данному критерию они могут быть переносными и стационарными. Переносной или ручной прибор обычно имеет небольшие габариты и массу до 16 килограммов. А стационарные модели применяются на производствах для создания изделий, что могут удерживаться в руках оператором. Такие устройства имеют большие габариты, а их масса может достигать 100 килограммов.
- Режим воздействия. По этому критерию они бывают с односторонней и двухсторонней сваркой. Первый характерен для устройств, которые еще называют споттерами. Они обычно имеют специальный пистолет со штангой и обратным молотком, на кончике которого присутствует электрод в виде звезды треугольного типа, выполненный из меди. Такой режим применяется для больших вещей или при необходимости воздействия сварки на большой участок материала. А двухсторонний тип используется для сварки металла листового типа внахлест. Отличительной чертой таких моделей является наличие клещей.
- Режим работы. Он может быть мягким и жестким, что зависит от электрического тока. При первом режиме плотность тока невелика, а продолжительность сварочного цикла будет составлять до 5 секунд. Во втором, ток имеет большую плотность, а длительность цикла составляет не более полутора секунды.
- Максимальная величина сварочного тока. От данного аспекта зависят возможности, которые будет иметь сварочное оборудование. Ток в 3000 ампер дает возможность соединять вещи с сечением до 3 мм. Модели с 6000 ампер позволяют проводить соединение материалов до 4–5 миллиметров, а промышленные устройства на 10000–16000 ампер позволяют производить соединение заготовок до 9 миллиметров.
- Максимальная толщина листов, что могут быть сварены. Этот параметр характеризует, какое наибольшее сечение может сварить устройство. При игнорировании этого показателя падает качество соединения. Параметр могут отображать на устройстве как общий, так и делать на 2 части. Если используется промышленная техника, то некоторые модели могут варить сразу 3 листа стали, в таком случае параметр может делиться на 3 части.
- Напряжение для подключения. Чтобы подключить рассматриваемую категорию устройств к электрической сети, требуется либо 1-фазное напряжение 220 Вольт, либо 3-фазное – 380 Вольт. Обычно данная информация отражена в инструкции к конкретной модели аппарата. Ее наличие позволяет понять, где устройство можно использовать и можно ли включать его в простую бытовую сеть.
- Метод управления. Наиболее дешевые модели, что представлены на рынке, имеют ручной режим управления. Обычно в таких моделях даже нельзя уменьшить силу тока. Устройства с управлением микропроцессорного типа проводят работу практически без вмешательства человека. Оператору только требуется указать тип соединения, что выполняется, а также толщину изделия. Остальное аппарат сделает самостоятельно.
Если говорить о дополнительных характеристиках, то при необходимости применять аппарат продолжительное время, следует посмотреть на вид его охлаждения.


Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
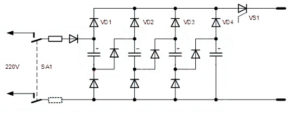
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Как купить Аппараты точечной сварки с радиальным ходом плеча
Компания «МОССклад» поставляет Аппараты точечной сварки с радиальным ходом плеча во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Аппараты точечной сварки с радиальным ходом плеча у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Купить Аппараты точечной сварки с радиальным ходом плеча: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на svar@mossklad.ru
Причины дефектов
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.
Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.
Контактная точечная сварка
Машины контактной точечной сварки — это универсальное и практичное решение в области сварки металлоконструкций. При помощи таких аппаратов можно осуществлять качественное и бесперебойное производство изделий из различных марок сталей, из сплавов и цветных металлов. Любая машина контактной точечной сварки представляет собой комплекс механических и электрических устройств, которые обеспечивают технологический процесс и выполняют следующие функции:
- Настройка параметров режима;
- Крепление и сжатие свариваемых деталей;
- Подвод тока к деталям;
- Выполнение этапов технологического процесса.
Виды аппаратов контактной сварки
Все аппараты контактной сварки классифицируются на 2 большие группы:
- Машины общего назначения
- Машины специального назначения
Машины контактной точечной сварки общего назначения
Машины контактной точечной сварки общего назначения предназначены для сварки широкого спектра изделий. С помощью таких аппаратов производят сварку деталей и конструкций разных по толщине и марке металла. Машины контактной точечной сварки общего назначения позволяют сваривать нахлесточные соединения независимо от размеров и формы заготовок из листа или проката. Толщина материала заготовок может варьироваться для листа от 0.5 до 5+5 мм, для заготовок круглого сечения 22+22 мм и более.
Машины контактной сварки специального назначения
Специальные машины предназначены, как правило, для сварки отдельных узлов или конкретных изделий. Например, существуют аппараты для сварки арматуры железобетонных конструкций, цепесварочные машины, многоэлектродные машины контактной сварки для автомобилестроения, полуавтоматы для рельефной сварки корпусов полупроводниковых приборов и т.д.
Время сварки
Особенностью аппаратов контактной точечной сварки является быстрый процесс сварки. Точное время сварки в соединении определяется толщиной и типом материала, а также количеством времени протекания тока и поперечным сечением контактных поверхностей сварочного наконечника.
Параметры сварки
Все необходимые параметры для выполнения сварочных работ легко задаются и регулируются с помощью контроллера:
- Время предварительного сжатия;
- Время увеличения тока до заданного значения;
- Время сварки и ток сварки для 1 педали;
- Время сварки и ток сварки для 2 педали;
- Количество сварочных импульсов;
- Время паузы между сварочными импульсами;
- Время удержания заготовки после сварки;
- Автоматическое повторение сварочного цикла;
- Сварка загрязнённых заготовок (в том числе окисления);
- Сохранение до 9 сварочных программ.
Мощность сварки
Выбор определенной машины контактной точечной сварки зависит от толщины свариваемых изделий. Чем толще материал, тем мощнее должна быть машина контактной точечной сварки. Например, для выполнения сварки труб для вентиляции малой толщины подойдут простые аппараты контактной сварки небольшой мощности. А вот для материалов, имеющих большую толщину, или для разнородных материалов параметр мощности машины будет меняться в большую сторону.
Вылет плеч
Еще одним важным параметром при выборе аппарата контактной точечной сварки является вылет плеч. Вылет плеч для разных изделий может быть как индивидуальным с конкретными значениями, так и с разным диапазоном длины. Выбор плеча также зависит от изделия. Например, для сварки воздуховодов и разного рода обечаек лучше всего использовать нижнее уменьшенное плечо, которое позволит упростить позиционирование изделий во время сварки.
Электродные наконечники
Для подвода сварочного тока к изделию применяются электродные наконечники. Они позволяют фокусировать давление, которое прикладывается к сварочному соединению.
Привод
Давление, прикладываемое к сварочному соединению, создается при помощи привода. Привод аппарата контактной точечной сварки может быть механический или пневматический. Механический привод работает за счет сжатия ножного рычага (педаль) и обеспечивает усилие сжатия изделия до 180 кг. Пневматический привод широко распространен в машинах контактной сварки для промышленного применения, так как позволяет работать в автоматическом режиме и с хорошим быстродействием.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
PEI-POINT
| BSM 216 S1 | Тип привода Ножной |
Мощность сварки 15 кВА |
В наличии |
222 927 q 6 505 BYN |
||
| BSM 216 S1 с плечами 700 мм (нижнее уменьшенное) | Тип привода Ножной |
Мощность сварки 15 кВА |
В наличии |
244 244 q 7 127 BYN |
||
| BSM 221 S1 | Тип привода Ножной |
Мощность сварки 20 кВА |
В наличии |
269 680 q 7 869 BYN |
||
| BSM 226 S1 | Тип привода Ножной |
Мощность сварки 25 кВА |
В наличии |
290 549 q 8 478 BYN |
||
| BSP 216 S1 | Тип привода Пневматический |
Мощность сварки 15 кВА |
В наличии |
259 291 q 7 566 BYN |
||
| BSP 221 S1 | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
283 652 q 8 277 BYN |
||
| BSP 226 S1 | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
326 733 q 9 534 BYN |
||
| BSP 216 RF с плечами 700 мм (нижнее уменьшенное) | Тип привода Пневматический |
Мощность сварки 15 кВА |
В наличии |
326 106 q 9 515 BYN |
||
| BSP 221 RF | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
343 930 q 10 036 BYN |
||
| BSP 226 RF | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
404 834 q 11 813 BYN |
||
| BSP 236 RF | Тип привода Пневматический |
Мощность сварки 35 кВА |
Поставка за 60 дней |
461 081 q 13 454 BYN |
||
| BSP 136 Inverter | Тип привода Пневматический |
Мощность сварки 55 кВА |
Поставка за 60 дней |
1 127 536 q 32 902 BYN |
||
| PBP 126 | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
404 297 q 11 797 BYN |
||
| PBP 136 | Тип привода Пневматический |
Мощность сварки 35 кВА |
В наличии |
392 832 q 11 463 BYN |
||
| PBP 151 | Тип привода Пневматический |
Мощность сварки 50 кВА |
В наличии |
469 500 q 13 700 BYN |
Оборудование на конденсаторах
 Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
W = C*U2/2,
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.