Особенности сварки тонкого металла электродом
Содержание:
- Как правильно выбрать инвертор
- Преимущества сварки инвертором выпрямителем
- Техники и методики сваривания
- Базовые способы создания швов
- Работа с оцинкованной сталью
- Как варить трубы с профильным сечением?
- Какую полярность сварочного инвертора выставить
- Подбор силы тока
- Свойства тонких металлов и их обработка электродами
- Основы ручной сварки
- Практические советы
- Альтернативные методы
- Предупреждение и советы начинающим сварщикам
- Техника сварки
- Особенности сваривания тонкого металла при помощи инвертора
- Способы работы при металлообработке жести
- Методика сварочного процесса
- Приемы сварки тонкостенных конструкций
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Инверторы часто имеют опцию «Форсирование дуги»
При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать»
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Преимущества сварки инвертором выпрямителем
Металлы с тонкими размерами имеют низкую материалоемкость, поэтому их потребность в сваривании, является широко востребованным в промышленных сферах. В принципе не нужно иметь большие навыки, что бы соединить металл, благодаря постоянству сварочной дуги и получению качественных итоговых показателей. В большинстве случаев, где основной ценностью является качество свариваемого шва, инверторы используют дляаргонно-дуговогосваривания. Если процесс сваривания осуществляется при помощи полуавтомата, то инвертор может контролировать перемещение металла, и уменьшать его разбрызгивание.
Самой передовой технологией является плазменное дуговое сваривание. Когда применяется такого вида сваривание, то увеличивается производительность труда, за счет изменений в скорости резки, при этом сформировавшаяся дуга постоянна.
К сварочному оборудованию следуют относиться аккуратно и бережно, во избежание различных неисправностей. Техника может выдавать неверные параметры, и в итоге может быть нарушена эксплуатация детали. Если не удается осуществить процесс сваривания при включенном аппарате, требуется первым делом проверить осмотреть кабеля. Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Как верно подобрать аппарат для сваривания
Перед тем как приступать к покупке данного аппарата, следует определить, с какими металлами в основном будет осуществляться работа. Необходимо учитывать параметры свариваемого материала, а электроды нужно подбирать соответственные по составу с металлом или с толщиной заготовки. Параметры тока регулируются на требуемые качества и состав металла, и его размеры.
Существует три режима, в которых может осуществляться работа аппарата для сваривания:
·Крайний;
·Средний;
·Продолжительный.
Когда напряжение в электросети будет снижено примерно до 190В, то произойдет низкое осуществление ампер во время процесса. Не рекомендуется использовать кабеля, которые имеют длину 15 метров и выше, поскольку распределение по ним тока, так же приведут к низкому сварочному току.
Не стоит забывать о том, что рекомендуется вести учет электрической питающей сети, поскольку при низкой величине требуется использовать аппараты, которые могут работать в колебании напряжений 220В плюс-минус 5%. Аппараты, которые имеют холостой ход, такими можно осуществлять работу во влажных комнатах, различных подвалах или канализационных системах.
Эксплуатацию инвертора не производят, если данная температура ниже 0 градусов по Цельсию, а резкие перепады могут привести к образованию конденсата внутри схем.
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла

Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Прерывистую сварку также называют сваркой точками.
Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко.
Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Базовые способы создания швов

Тонкую листовую сталь обрабатывают как при помощи арочной металлообработке, так и полуавтоматикой. Эти методы подходят в тех случаях, когда толщина конструкции не превышает трех миллиметров.
Мастера советуют проводить сварку детали полуавтоматическим аппаратом. При работе возможно применение небольших показателей тока. Конструкция не потеряет своих свойств и внешнего вида.
Фольга обрабатывается при помощи технологий:
Точечная или прерывистая обработка. При этом используется обращатель. Тонкий металл не подвергается риску. При помощи точек соединяют две конструкции. Мастеру нужно быстро вращать проводник, чтобы сплав не утратил температуру.
Постоянная обработка на соединении. Используют ток с максимальным показателем в 60А
Важно выбрать правильную скорость электродного перемещения. Если медлить, тогда конструкция может получить дыру
При быстром ведении случится некачественное соединение.

Такие методы подходят для обработки жести:
- Купеляция при помощи электродов. В этом поможет посредник, диаметр которого не превышает два миллиметра. Мастер должен следить за тем, чтобы деталь не перегрелась. В противном случае могут образоваться прожоги. Необходимо не торопиться для получения качественного сплава без щелей. В этом поможет медленное ведение сварочника. Сталь должна провариться целиком. При этом отмечают отсутствие контроля над процессами в сварочной ванне. Плавное ведение электрода – центральный процесс при работах. Все получается, когда мастер набирается опыта.
- Сварка металла при помощи электрода, который не плавится. Этот метод бывает таким:
- Плавка и получения шва на кромках конструкции;
- Применение присадочных проводов.
Таким образом шов создают, не применяя других инструментов. Это позволит не расплавить электрод, а смягчить боковые части. Они прочно образуют шов. Методика позволит обрабатывать тонкие конструкции и не деформировать их.
Работа с оцинкованной сталью
Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
Как варить трубы с профильным сечением?
Профильная труба характеризуется небольшой толщиной стенок, поэтому у новичков возникают определенного рода сложности со сваркой. Вот несколько простых советов, которые помогут сварить профильную трубу и не прожечь её стенки.

Чаще всего для этих целей используется электродуговая сварка. Таким образом, получится с лёгкостью приварить детали в наиболее труднодоступных участках. Производить дуговую сварку нужно в отдельном помещении. Перед началом работ концы труб обезжириваются и зачищаются. В процессе сварки, будет появляться шлак, его понадобится время от времени убирать.
Можно осуществить сварку профильных труб и при помощи газовой сварки. Но для этого нужно быть профи в этом деле. К тому же, такие работы считаются небезопасными. Что касается контактной сварки, то её применяют преимущественно на промышленных объектах и различных предприятиях.
Какую полярность сварочного инвертора выставить
Чтобы не прожигать тонкий металл во время сварки инвертором, рекомендуется использовать обратную полярность. Почему именно обратную полярность инвертора нужно использовать?
Существует две полярности сварочных инверторов: прямая и обратная. На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
Всё связанно с температурой дуги: на прямой полярности температура выше, чем на обратной. Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний |
3 |
180 | 3 |
1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Свойства тонких металлов и их обработка электродами
Вся сложность состоит в толщине металла. Если работать с ним небрежно, то можно повредить конструкцию. У вас получится переплавить лист, который не годится для работы.
Если соблюдать излишнюю осторожность, то будет некачественный шов. Он не будет пригоден для работы
При сварке подобных тонких конструкций используют низкие показатели тока. Чтобы арка не потерялась, нужно контролировать расстояние от изделия до посредника.
Это потребует много сил. У вас получится работать с тонкими листами только после упорного десятилетнего труда. Лишь когда пройдет время, вы похвастаетесь удерживанием арки и контролем процесса.
Прежде всего сплав обрабатывают от загрязнений и шлака. Кроме этого, его избавляют от следов краски, а также пыли.
Это считается важной подготовительной работой. Такой процесс позволит сделать соединение прочным
Листы из стали могут обрабатываться не при каждом соединении. Для них требуется особая технология.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
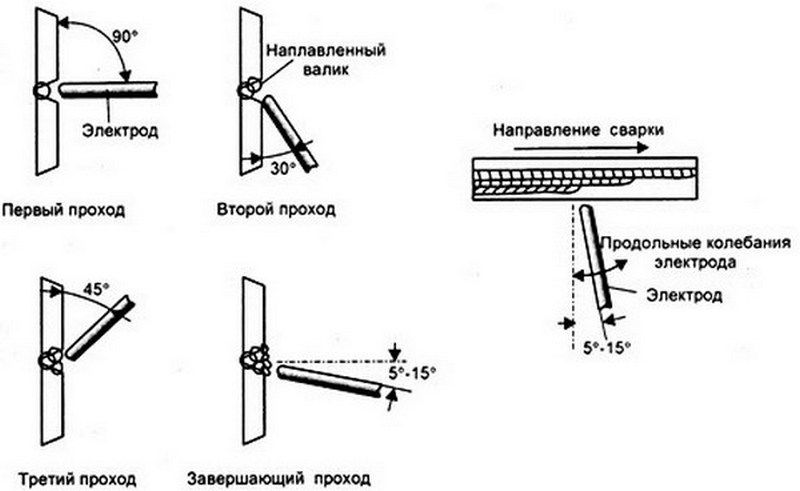
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Предупреждение и советы начинающим сварщикам
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа
Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.
Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Способы работы при металлообработке жести

Процесс сварки требует соблюдения технологий, которые помогут привести вас к идеальному результату:
- Сетку для работы с тонкой конструкцией выбирают исходя из размеров продукта. Если деталь толще трех миллиметров, тогда используют проводник до четырех миллиметров. При этом работают с мелким сварочным катодом;
- Чтобы детали не потеряли свою форму, нужно применять определенный ток. Этот показатель соответствует тому, как стоит работать со стальным листом;
- Металлообработка малых конструкций происходит с применением покрытых электродов. Их плавление медленное. Оно позволяет удерживать арку и не расплескать металл.
Чтобы все произошло безопасно, стоит учитывать такие моменты:
- Для обработки жести применяют проводник, что отвечает за постепенное плавление и удержание арки;
- Возможна работа со статичным и активным током;
- Универсальный электрод поможет создать качественный процесс;
- Лучше всего работать потоком. Так металл будет плавиться равномерно и не деформируется;
- Когда работа происходит вплотную, то перед действием стоит закрепить лист. Он не должен двигаться в процессе варки. Когда металл нагреется или утратит температуру, может произойти его расширение или уменьшение. Вы получите некоторые трудности, если не имеете опыта в сварочном деле.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении
Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.

При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.









