Сварочный аппарат своими руками: как сделать его дома
Содержание:
- Фото сварочного аппарата в домашних условиях
- Многофункциональные устройства
- Достоинства и недостатки самостоятельного изготовления
- Китайские сварочные аппараты или ?
- Эксплуатация самодельных моделей
- Система охлаждения
- Как выбрать хороший сварочный аппарат?
- Особенности эксплуатации самоделки
- Комплектация агрегата для сварки
- Охлаждение
- Сварочник на переменном токе
- Характеристики самодельного инвертора
- Что потребуется для изготовления своими руками
Фото сварочного аппарата в домашних условиях


























https://youtube.com/watch?v=Cej47CHTNKo
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Многофункциональные устройства

Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Некоторые модели инверторных аппаратов типа «Исток» на задней панели имеют клавишу переключения режима работы из ММА в MIG и разъем для управления включением/выключением инвертора. Механизмы подачи сварочной проволоки обычно комплектуются еврорукавом длиной 3 м с горелкой на одном конце и разъемом на другом.
Разъем позволяет подавать сварочную проволоку и защитный газ, кроме этого через него проходит кабель для подачи управляющих сигналов на электродвигатель протяжки присадки и подключения газа.
Имеется специальный кабель для подсоединения к инверторному аппарату. Его нужно присоединить к разъему, через который сварочный ток с инвертора поступал на электродержатель. Теперь, в полуавтомате, он будет поступать на MIG горелку.
Второй кабель питает механизм подачи от инвертора, если в нем предусмотрен соответствующий разъем, или от другого маломощного источника постоянного тока 12 В.
Перед работой на газовом баллоне выставляется требуемый расход газа, а на механизме протяжки скорость подачи присадки. На инверторе выставляется сварочный ток, величина которого зависит от толщины свариваемого металла.
Затем приступают к сварке. Как видим, превращение ручной дуговой сварки в полуавтомат не нуждается в переделках, достаточно прикупить недостающее оборудование. Единственный недостаток заключается в том, что инвертор будет с приставкой устройства протяжки.
Достоинства и недостатки самостоятельного изготовления
 Инверторная схема самодельного преобразования предполагает блочный принцип компоновки. Благодаря модульной структуре построения изготовить инверторный сварочный аппарат удаётся с минимальными затратами.
Инверторная схема самодельного преобразования предполагает блочный принцип компоновки. Благодаря модульной структуре построения изготовить инверторный сварочный аппарат удаётся с минимальными затратами.
В качестве некоторых из его узлов могут применяться импульсные модули, снятые с отслуживших свой срок приборов (после соответствующей доработки, конечно).
Помимо перечисленных плюсов самостоятельное изготовление инвертора имеет ещё целый ряд достоинств.
Во-первых, в этом случае значительно легче решается вопрос , поскольку исполнитель хорошо знает все его тонкости и слабые места. Во-вторых, комплектацию самодельного аппарата можно подбирать по своим предпочтениям, исходя из эксплуатационных требований и финансовых возможностей.
И, в-третьих, работать с таким устройством будет намного проще, так как при сварке можно будет учесть все его скрытые ресурсы и особенности.
К недостаткам, которые имеют самодельные инверторы можно причислить:
- отсутствие большинства вспомогательных функций, имеющихся у фирменных аппаратов и заметно улучшающих качество свариваемых швов;
- ограниченные возможности по регулированию выходных параметров (амплитуды сварочного тока, в частности);
- сложность создания полноценной системы принудительного охлаждения внутренних пространств;
- необходимость повысить защищённость прибора в соответствии с требованиями электрической безопасности.
Все перечисленные выше минусы потребуют от исполнителя взвешенного решения, принимаемого с учётом возможных сложностей, распространяющихся и на саму сварку, и на процесс изготовления сварочного аппарата.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб.
Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
-
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
- Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
-
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр».
- Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр».
-
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки:
- «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки:
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении.
- FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Эксплуатация самодельных моделей
Для эксплуатации самодельных моделей, сделанных на инверторной или любой другой основе, следует сначала разжечь электродугу. Данный процесс довольно прост и осуществляется определенным образом: электродный кончик под определенным наклоном со стороны покрытия из металла подносится к поверхности и черкается по ней.

Если все сделано верно, то возникнет небольшая вспышка, а после материал начнет плавиться, что даст возможность производить сварку нужных составляющих. При формировании самодельного сварочного устройства следует руководствоваться рядом рекомендаций. Например, для сварки элементов следует держать стержень так, чтобы он размещался на определенном расстоянии от деталей, что свариваются. Это правило подойдет для литиевых и для аккумуляторов другого типа, для электропроводки. Речь идет о расстоянии, что равно сечению выбранного электрода.

А ряд сплавов можно сваривать лишь при обратной токовой полярности
Также следует пристальное внимание уделять качеству шва, а также проплавке конструкции
Отметим, что переменный ток, что присутствует в инверторе, может регулироваться довольно плавно. Благодаря этому сложностей с настройкой подобного устройства ни у кого обычно не возникает.
Важно также регулировать силу тока, ведь слишком маленькое значение не позволит получить высококачественный шов, а слишком высокое создает риск прожигания поверхности

Если требуется произвести сварку деталей с минимальной толщиной, то можно применить 3-миллиметровые стержни при силе тока от 20 до 60 ампер. Если применяются электроды большего сечения, можно варить изделия из металла с толщиной, не превышающей 5 миллиметров, но тут значение тока должно составлять не менее 100 ампер.

Потом можно для чистки взять специальную щетку. Это позволит сохранить максимально долго хороший внешний вид нашего устройства. Тут следует добавить, что не следует беспокоиться, если в первые разы использования чистка будет производиться не очень хорошо. Со временем можно будет приловчиться к этому при условии осуществления эксплуатации в соответствии с правилами.
В целом, как можно убедиться, собрать сварочный аппарат своими руками совсем несложно. Главное – четко понимать, что именно вы делаете, и иметь хотя бы минимальные познания о технологии сварки.

Как сделать сварочный аппарат своими руками смотрите далее.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.

Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель. Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель
Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
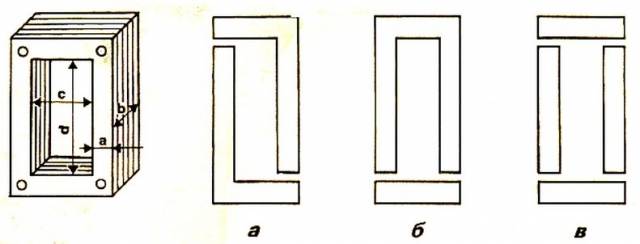
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.









