Как научиться варить инвертором с нуля
Содержание:
- Что такое сварочный инвертор и как он работает
- Меры безопасности при работе
- Что такое сварочный инвертор и как он работает
- Плюсы и минусы инверторной аппаратуры
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Технология сварочного производства и виды сварки
- Что такое сварочная ванна
- Работа инвертором
- Виды оборудования и подбор электродов
- Меры безопасности
- Советы: как научиться варить электросваркой самостоятельно
Что такое сварочный инвертор и как он работает
 Сварочный аппарат инверторного типа
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих
для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
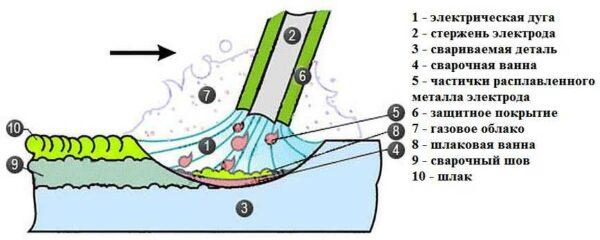
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
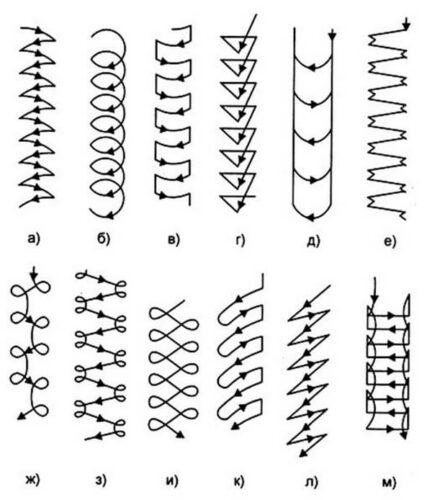
Варианты перемещения электрода при сварке
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
 Сварка электродом
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Виды оборудования и подбор электродов
Инверторы могут предназначаться для ручной сварки, аргоно-дуговой или полуавтоматической в окружении защитного газа. Есть также универсальные модели инверторов, которыми можно работать в ручном и автоматическом режиме.
Большинство моделей работают от сети 220 В, потребляя значительно меньше энергии, чем аппараты для сварки на трансформаторах.
Иногда возникает необходимость освоить сварку на полуавтоматическом инверторе, когда дуга горит в среде инертного газа (обычно аргона).
Сварка полуавтоматом для начинающих должна проходить с соблюдением техники безопасности. Даже просто тренируясь, следует беречь глаза и надевать защитную одежду. Следующим важным моментом для начинающих будет покупка электродов.
 Подбор инвертором происходит в зависимости от вида и толщины металла. Опытные специалисты учитывают также углубленность сваривания и его положение. Вид соответствует определенному металлу
Подбор инвертором происходит в зависимости от вида и толщины металла. Опытные специалисты учитывают также углубленность сваривания и его положение. Вид соответствует определенному металлу
Сплав из нержавеющих элементов, стандартная сталь, чугун свариваются только одним типом. Диаметр должен подбираться в соответствии с толщиной металлического изделия и желаемой глубины проварки. Для чайников советуют воспользоваться стальными деталями и сварить их, к примеру, УОНИ 13/55 и АНО-21 с сечением от 3 до 5 мм.
Меры безопасности
Как говорят представители рабочих профессий, меры безопасности написаны кровью. Поэтому их соблюдение спасает жизни и судьбы рабочих. Вот некоторые из многих при работе со сварочным аппаратом:
- всегда нужно носить соответствующую защитную маску.
- всегда надевать надлежащие перчатки.
- всегда носить защитные наушники, чтобы не допустить попадания искр в ушной канал. Барабанная перепонка, пробитая искрой, мгновенно прижигается и никогда не заживает.
Внимание. Никогда не следует проводить сварку рядом с чем-либо, что было очищено хлорированным углеводородом, таким как очиститель тормозов. В сочетании с ультрафиолетовым излучением хлорированные углеводороды могут образовывать газ фосген, что может привести к серьезным травмам или смерти
Меры предосторожности
Что может произойти:
- Если работник обжегся, нужно немедленно залить ожог холодной водой.
- Следует убедиться, что в зоне сварки отсутствуют материалы, такие как легковоспламеняющиеся жидкости, бумага и т. д.
Важно! Перед включением аппарата необходимо убедиться, что на полу вокруг стола или аппарата нет луж воды. Сварной металл будет оставаться горячим в течение нескольких минут после его сварки
В большинстве случаев тепло локализуется вблизи самого сварного шва
Сварной металл будет оставаться горячим в течение нескольких минут после его сварки. В большинстве случаев тепло локализуется вблизи самого сварного шва.
Перчатки необходимо надевать при сварке и обращении с недавно сваренным материалом. Белые хлопчатобумажные перчатки можно использовать для легкой сварки. Для более тяжелой сварки следует использовать защитные перчатки из оленьей кожи или приспособленные для тяжелых условий эксплуатации.
Производители постоянно исследуют и разрабатывают сварочные системы, чтобы улучшить характеристики оборудования, повысить производительность и упростить его использование. При возникновении вопросов о потенциальных преимуществах систем или помощи в выборе правильной системы для конкретного применения всегда можно проконсультироваться с доверенным дистрибьютором сварочного оборудования или производителем.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.

Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.