Что такое твердая пайка медных труб
Содержание:
- Чёткие действия
- Компоненты для пайки
- Физико-химические свойства
- Классификация припоев для медных труб
- Плюсы и минусы пайки медных труб
- Иные варианты пайки: работа с медными трубами и различными металлами
- Что такое пайка, и зачем она
- Особенности паяния
- Техника безопасности при пайке меди
- Технология пайки медных труб
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин
Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс
Проще всего это сделать с помощью кисточки.
Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими расходными материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Физико-химические свойства
Медно-фосфористый припой ЦП 6, как и другие марки, получает свои свойства благодаря уникальному составу, который разработается для тех или иных процедур. Исходя из наличия тех или иных химических элементов, а также их соотношения, материал получается приближенным к свойствам меди, бронзы или латуни, с которыми идет работа, но при этом обладает более низкой температурой плавления, что позволяет сохранить свойства основного металла. В целом, практически все марки обладают повышенной смачиваемостью, что улучшает контакт с заготовкой. Именно это и дает отличные показатели для соединения меди. Помимо этого они обладают большой степенью проникновения, образуя прочные молекулярные связи. Некоторые из марок имеют достаточно опасную температуру плавления более 800 градусов. Это может повлиять на свойство металла, но создает крепкое соединение, которое может конкурировать с ручной дуговой сваркой. Практически все припои обладают антикоррозийными свойствами. Часто встречается припой медно фосфорный с флюсом, который считается одним из лучших вариантов для меди.
Медно-фосфорный припой ЦП 6
Технические характеристики популярных марок
| Марка припоя | Содержание элементов в химическом составе, % | Температура плавления,
Градусы Цельсия |
Температура растекания,
Градусы Цельсия |
||
| Серебро | Медь | Фосфор | |||
| ПМФ102 | 2 | 91,3 | 6,7 | 645 | 820 |
| ПМФ105 | 5 | 88,5 | 6,5 | 630 | 780 |
| ПМФ115 | 15 | 80,2 | 4,8 | 650 | 800 |
Особенности выбора
Прежде всего, следует определиться с составом. Существуют обыкновенные материалы, в которых содержится всего два элемента, медь и фосфор, как можно понять из названия, а также медно фосфорные припои с серебром. Сразу стоит отметить, что серебро придает большей крепости шву. Оно также увеличивает морозостойкость, поэтому, если соединение будет эксплуатироваться при низких температурах, то следует выбирать марки с относительно высоким содержанием этого элемента, один из высших показателей которого составляет 15%. Но здесь же наблюдается другая зависимость, так как чем больше серебра в составе, тем меньшей пластичностью обладает итоговое соединение. Таким образом, если материал будет подвергаться небольшим изгибам или будет расширяться и сужаться, то лучше отдавать предпочтение тем маркам, в которых минимальное содержание этого элемента, к примеру, 2%, или же вовсе отсутствует. Перед тем как паять медно фосфорным припоем, следует ознакомиться с его составом.
Для тонкостенных труб и заготовок с небольшой толщиной следует подбирать припои, температура плавления которых будет как можно ниже. Ведь чем она выше, тем больше вероятность, что основной металл деформируется или после отжига изменит свои свойства, что ухудшит качество соединения
Низкая температура также увеличивает растекаемость, что также немаловажно для качественного соединения, хотя даже высокотемпературные припои с фосфором обладают хорошими показателями в данном параметре
Для некоторых марок выпускают одноименные флюсы, которые должны помочь справиться с более сложными условиями пайки бронзы и латуни, поэтому, при выборе припоев для этих процедур, следует обращать внимание и на наличие подходящего флюса
Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.
Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.
Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.
Плюсы и минусы пайки медных труб
Для начала вспомним, что медь – металл в высокой температурой плавления и вообще довольно капризный, со своим характером. С нашей точки зрения эта особенность несет как плюсы, так и минусы для работы с ней.
Однозначный плюс заключается в возможности непрерывного процесса нагревания и пайки благодаря способности меди держать и сохранять тепло, даже если в нагреве произойдет перерыв.
Однозначный минус – высокая степень рассеивания тепла, из-за чего нагрев нужен «с запасом».
Еще один технологический минус – нагревание всего изделия вместе с местами крепления
Из-за этого работать нужно в перчатках и с большой осторожностью
https://www.youtube.com/watch?v=N9QwpYEQpUw
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун
 Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
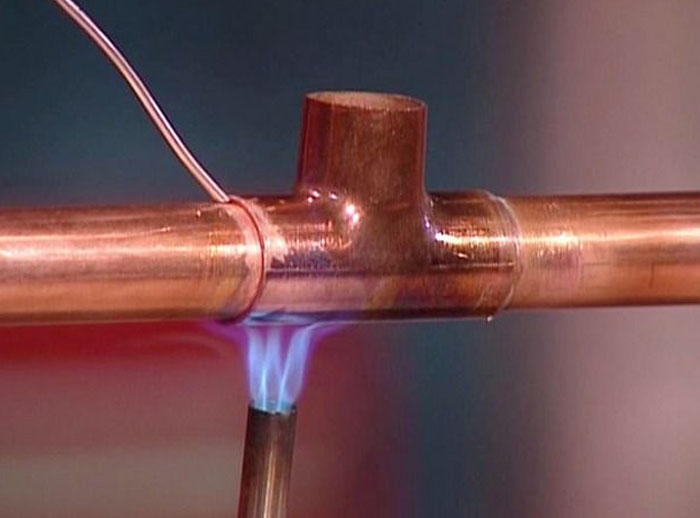
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.









