5 советов, какую наждачную бумагу выбрать: виды, основа, маркировка
Содержание:
- Зернистость наждачной бумаги
- Виды зернистости наждачной бумаги
- Абразивы, применяемые для производства наждачной бумаги
- Зернистость наждачной бумаги
- Виды наждачки
- История
- Из чего изготавливаются абразивные шкурки
- Выбираем зернистость. От снятия старой краски до шлифовки стеклянных изделий
- Виды наждачной бумаги и технология изготовления
- Тип нанесения состава
Зернистость наждачной бумаги
Этот параметр абразивной бумаги отображает количество и размер частиц абразивного вещества, приходящихся на единицу площади, является основной характеристикой наждачки и определяет возможность её использования для тех или иных нужд.
А трудность в чем?
Сегодня в магазинах можно встретить шлифовальную бумагу помеченную как по российскому ГОСТУ так и стандартам других стран.
Путаница в том, что отечественная маркировка на шкурке может быть выполнена по новому ГОСТ от 2005 года (ориентирован на европейские стандарты) и по ГОСТу 80-х годов утвержденному ещё Министерством станкостроительной и инструментальной промышленности СССР.
Кроме того, не существует единения и среди мировых производителей. Собственного стандарта придерживается США и Канада, Европа и Турция, Япония, Китай.
Таблица зернистости, назначения и маркировки
| ГОСТ Р 52381-2005 (Россия) | ГОСТ 3647-80 (СССР) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | |||
| P22 | 80-H | 800-1000 |
Черновая обработка |
| P24 | 63-H | 630-800 | |
| P36 | 50-H | 500-630 | |
| P40 | 40-H | 400-500 | Грубые работы по дереву |
| P46 | 32-H | 315-400 | |
| P60 | 25-H | 250-315 | |
| P80 | 20-H | 200-250 |
Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей |
| P90 | 16-H | 160-200 | |
| P100 | 12-H | 125-160 | |
| P120 | 10-H | 100-125 | |
| P150 | 8-H | 80-100 |
Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску |
| P180 | 6-H | 63-80 | |
| Мелкозернистые | |||
| P240 | 5-H,М63 | 50-63 |
Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 4-Н,М50 | 40-50 | |
| P400 | М40/Н-3 | 28-40 |
Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка |
| P600 | М28/H-2 | 20-28 | |
| P1000 | М20/H-1 | 14-20 |
Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | М14 | 10-14 |
Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | М10/Н-0 | 7-10 | |
| P2000 | М7/Н-01 | 5-7 | |
| P2500 | М5/Н-00 | 3-5 |
Российская маркировка. ГОСТ старый и новый (ISO)
Первой всегда указывается буква «Р». Число после указывает зернистость.
Старый ГОСТ
Первой идет цифра указывающая на размер абразива. Далее идут индексы: П означает, что количество основной фракции абразивного зерна не менее 55%, индекс Н — не менее 45%, индекс Д — не менее 41%.
Для обозначения микрошлифпорошков в старом ГОСТ первой идет буква М. Цифра за ней — это размер зерен в мкм.
Вот так выглядит обратная сторона наждачки которую приобрел буквально вчера:
(Ниже выложил фотку с новой маркировкой)
Области применения абразивных шкурок в соответствии с типом зернистости.
1. Наждачка с крупным зерном (крупнозернистые — macrogrid)
-
Самые грубые работы. Снятие заусенцев, ржавчины. ( зерно 1000 мкм — 500 мкм)
Новый ГОСТ : P22, P24,P30, P36 (здесь и далее последовательность приведена в порядке уменьшения зерна, т.е. P22 — наибольшее зерно (1000 мкм), P36 — наименьшее (500 мкм))
Старый ГОСТ : 80-П, 63-П, 50-П (здесь и далее в порядке уменьшения зерна, т.е. 80 — наибольшее зерно (1000 мкм), 50 — наименьшее (500 мкм))
-
Грубые работы по древесине. Предварительная шлифовка различных поверхностей (500 — 250 мкм)
Новый ГОСТ: P40, P46,P54, P60
Старый ГОСТ: 40-П, 32-П, 25-П
-
Снятие слоя лака, краски или олифы. Устранение неровностей штукатурки. Промежуточная шлифовка (250 — 100 мкм)
Новый ГОСТ: P70, P80,P90, P100
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
-
Окончательное шлифование. (50 — 105 мкм)
Новый ГОСТ: P120, P150,P180, P220
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
2. Наждачка с мелким зерном (мелкозернистые — microgrid)
-
Тонкое шлифование (60 — 40 мкм)
Новый ГОСТ: P240, P280,P320, P360
Старый ГОСТ: 5-П, 4-П.
-
Полировка, «мокрое» шлифование (с применением смазочно — охлаждающих жидкостей). (40-20 мкм)
Новый ГОСТ: P400, P500,P600, P800
Старый ГОСТ: M40, M28, M20
-
Шлифовка металла, пластика, керамики. Отделочная обработка любых пород дерева, кожаных изделий. (20-14 мкм)
Новый ГОСТ: P1000, P1200
Старый ГОСТ: M20
-
Сверхтонкое шлифование, полирование коррозионно-стойких сталей, изготовление микрошлифов. (14-3 мкм)
Новый ГОСТ: P1500, P2000, P2500
Старый ГОСТ: M14, М10, M7, M5
Также полезно понимать на какие типы разделяют наждачную бумагу помимо размера абразивного зерна и каким образом это сказывается на её функциональном назначении и стоимости.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
-
По старому стандарту
Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Зернистость наждачной бумаги
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.

По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
|
ГОСТ Р 52381-05 |
ГОСТ 3647-80 |
Зернистость, мкм |
Сфера применения |
|
Крупнозернистая |
|||
|
Р22 |
80-Н |
800-1000 |
Предварительная зачистка |
|
Р24 |
63-Н |
630-800 |
|
|
Р36 |
50-Н |
500-630 |
|
|
Р40 |
40-Н |
400-500 |
Черновая обработка древесины |
|
Р46 |
32-Н |
315-400 |
|
|
Р60 |
25-Н |
250-315 |
|
|
Р80 |
20-Н |
200-250 |
Начальное шлифование Исправление незначительных дефектов поверхности |
|
Р90 |
16-Н |
160-200 |
|
|
Р100 |
12-Н |
125-160 |
|
|
Р120 |
10-Н |
100-125 |
|
|
Р150 |
8-Н |
80-100 |
Обработка твердых пород дерева перед окончательной шлифовкой Шлифовка мягкого дерева Удаление старой краски |
|
Р180 |
6-Н |
63-80 |
|
|
Мелкозернистая наждачная бумага |
|||
|
Р240 |
5-Н; М63 |
50-63 |
Финишное шлифование твердых пород дерева Промежуточное шлифование |
|
Р280 |
4-Н; М50 |
40-50 |
|
|
Р400 |
М40; Н-3 |
28-40 |
Полирование поверхности Шлифование под окраску Мокрое шлифование |
|
Р600 |
М28; Н-2 |
20-28 |
|
|
Р1000 |
М20; Н-1 |
14-20 |
Шлифование керамики, пластика и металлов Мокрое шлифование |
|
Р1200 |
М400 |
10-14 |
Полировка, снятие глянца |
|
Р1500 |
М10; Н-0 |
7-10 |
|
|
Р2000 |
М7; Н-01 |
5-7 |
|
|
Р2500 |
М5; Н-00 |
3-5 |
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Виды наждачки
Итак,современная наждачка для дерева различается по следующим признакам:
- Абразиву;
- Назначению;
- Способу нанесения абразива;
- Зернистости;
- Месту изготовления, так как от этого зависят некоторые ее эксплуатационные качества;
- Водостойкости.
Ниже подробней ознакомимся со всеми ее видами.
Гранатовая наждачка
Виды абразива
Натуральный наждак является результатом смешения магнетита с корундом. Однако, в современных условиях эти материалы практически не применяются. Наиболее же распространенными являются следующие виды абразивов:
| Тип абразивный | Особенности |
| Электрокорундовый | Наиболее жесткий вид шкурки, который обладает отличной режущей способностью, а также устойчивостью к давлению. Данный абразив получают путем восстановительной плавки в шихте. |
| Карбид кремния | Представляет собой очень острые, но в то же время хрупкие крупинки, которые крошатся под давлением. Получают данный абразив из сплава графита и кремнезема. Такую шкурку чаще используют для обработки металла и пластика. |
| Гранатовый | Достаточно хрупкий абразив, но при этом позволяющий получить идеально гладкую поверхность. Поэтому часто применяется для обработки дерева. |
| Алмазный | Является наиболее твердым и долговечным типом абразива, но в то же время и цена его очень высокая. Поэтому данная наждачная бумага не применяется для обработки дерева. |
Карбид-кремниевая шкурка
Технология нанесения
Некоторые эксплуатационные свойства шкурки зависят от метода нанесения абразива.
В настоящее время на производствах чаще всего используют следующие методы:
- Механическое нанесение – под действием сил земного тяготения частички в хаотическом порядке наносятся на полотно.
- Электростатический метод – отрицательно заряженные частицы в электростатическом поле притягиваются к клеевой основе. Особенность данного метода заключается в том, что наждачный слой получается очень острым.
- При помощи связующих – материал, который отличается большей прочностью, чем абразив, служит связующим между полотном и наждачным слоем.
- С использованием клеев и смол – не редко последние имеют противогрязевые и антистатические добавки, которые увеличивают долговечность шкурки.
На фото – крупнозернистая наждачка
Зернистость
По плотности расположения зерен на квадратный дюйм или, проще говоря, по зернистости наждачная бумага различается на следующие типы:
| Зернистость | Область применения |
| 40-60 | Далеко расположенные друг от друга крупные зерна. Такая шкурка применяется при выполнении черновых работ. |
| 80-120 | Используется для удаления незначительных неровностей. Поэтому такую наждачку еще называют сглаживающей. |
| 150-180 | Применяется для финишной обработки. |
| 220-240 | Используется для затирки перед покраской. |
| 280-320 | Отлично подходит для удаления отметин перед покраской. |
| 360-600 | Применяется для шлифовки. |
Таким образом, выбирая какой наждачкой шкурить дерево, следует ориентироваться на тип обработки. Однако, в любом случае, мелкая шкурка для обработки дерева не используется, так как она быстро забивается.
Наждачка с мелким напылением
Маркировка
Маркировка зависит от того,в какой стране сделана наждачная бумага, так как в каждой стране имеется своя системообразующая основа.
Выделяют следующие зарубежные группы:
- Япония;
- США;
- Канада;
- Китай.
Кроме того существует общепринятый стандарт FEPA, который соответствует российскому стандарту. Данная система основана на обозначении количества зерен, которых может быть от 12 до 5000. Чем больше зерен, тем менее зернистой является шкурка.
К примеру, шкурка Р22/24/36 предназначена для черновой обработки, так как содержит крупные зерна, а наждачная бумага по дереву марки Р240/280 применяется для шлифовки деревянных поверхностей. Шкурка марки Р2000/2500 используется для полировки лакокрасочных покрытий.
Водостойкая шкурка
Водостойкость
Еще одним важным параметром шкурки является водостойкость. Следует отметить, что устойчивая к влаге наждачная бумага часто используется для деревообработки в промышленных условиях, в частности, для изготовления мебели.
Этот расходный материал также отличается повышенной эластичностью благодаря использованию тканевой основы и особых смол. Специалисты рекомендуют перед его применением некоторое время вымочить в воде. Однако, следует учитывать, что инструкция по использованию наждачной бумаги во многом зависит от типа выполняемой операции.
В продажу водостойкая шкурка поступает зернистостью в пределах Р80 – Р2000. Т.е. ее можно использовать на всех этапах обработки поверхности.
Вот, пожалуй, и все основные виды наждачной бумаги, ознакомившись с которыми можно подобрать наиболее подходящую шкурку для выполнения тех или иных видов работ по дереву.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Из чего изготавливаются абразивные шкурки
Впервые производством наждачки занялись еще в 13 веке, но серийный выпуск этого материала приходится на 1833 год. Для изготовления современных шкурок используются следующие технологические этапы:
- Пропитка бумажного основания или ткани специальными полимерами, в качестве которых применяется латекс, получаемый из каучука
- На пропитанную платформу наносится разогретый до температуры в 30-50 градусов клей
- Сразу после этого осуществляется нанесение абразивных частиц, что достигается посредством насыпного способа машинным путем
- Чтобы получить готовый материал, изделие проходит стадию сушки в печи
На продолжительность сушки влияет типа применяемого клея для соединения абразивных частиц с бумажным или тканевым основанием. Умельцы делают наждачку в домашних условиях, применяя для этого подавленное стекло или песок в качестве абразивов. Недостаток самостоятельного изготовления шкурки в том, что получаемое изделие имеет неизвестную степень зернистости. Зернистостью именуется главный технический параметр изделия, от которого зависит его эксплуатация.

Это интересно! Знаете ли вы, что наждачкой можно не только удалять коррозию, но и обрабатывать лакокрасочные поверхности. Это выполняется при полировании автомобиля, когда необходимо удалить мелкие царапины и повреждения на кузове.
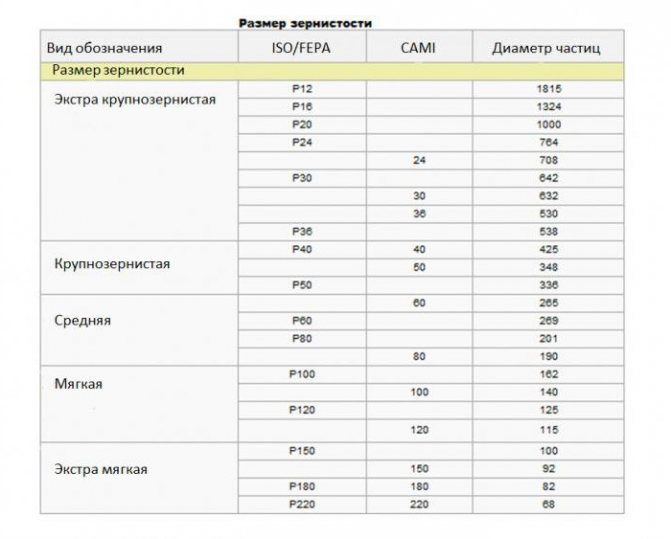
Выбираем зернистость. От снятия старой краски до шлифовки стеклянных изделий
На обратной стороне наждачной бумаги нарисована маркировка, но в зависимости от производителя и года она может отличаться. Покупать её лучше, осматривая лично, а не доверять неопытным людям или заказывая в интернете. Если же такой возможности нет, опирайтесь на сочетание показателей, а не на цифры. Так как одна и та же зернистость может обозначаться тремя разными маркировками: P 800–21,8, 400–23 и J 700–21. В таблице мы укажем все варианты.
Таблица № 1. Маркировка зернистости
| СССР | Современная маркировка | Назначение | ||||
| ГОСТ-3647-80 | Размер, мкм | Образивные материалы не на гибкой основе | Размер, мкм | Образивные материалы на гибкой основе | Размер, мк | |
| F 4 | 4890 | Грубая зачистка швов или снятие старого покрытия | ||||
| F 5 | 4125 | |||||
| F 6 | 3460 | |||||
| F 7 | 2900 | |||||
| 200 | 2500/2000 | F 8 | 2460 | |||
| F10 | 2085 | |||||
| 160 | 2000/1600 | F12 | 1765 | P 12 | 1815 | |
| 125 | 1600/1250 | F 14 | 1470 | |||
| 100 | 1250/1000 | F 16 | 1230 | P 16 | 1324 | |
| F 20 | 1040 | P 20 | 1000 | |||
| 80 | 1000/800 | F 22 | 885 | |||
| 63 | 800/630 | F 24 | 745 | P 24 (24) | 764 (708) | Выравнивание поверхности |
| 50 | 630/500 | F 30 | 625 | P 30 (30) | 642 (632) | |
| F 36 | 525 | P 36 (36) | 538 (530) | |||
| 40 | 500/400 | F 40 | 438 | P 40 (40) | 425 (425) | |
| 32 | 400/315 | F 46 | 370 | |||
| 25 | 315/250 | F 54 | 310 | 60 | 265 | |
| F 60 | 260 | P 60 | 269 | |||
| 20 | 250/200 | F 70 | 218 | P 80 | 201 | |
| 16 | 200/160 | F 80 | 185 | P 100 (80) | 162 (190) | |
| 12 | 160/125 | F 90 | 154 | Грубая шлифовка поверхности, убирающая царапины | ||
| F 100 | 129 | P120 (120) | 125 (115) | |||
| 10 | 125/100 | F 120 | 109 | P 150 (150) | 100 (92) | |
| 8 | 100/80 | F 150 | 82 | P 180 (180) | 82 (82) | |
| 6 | 80/63 (80-63) | F 180 | 69 | P 220 (220) | 68 (68) | |
| 5 М63 | 63/50 (63-50) | F 220 | 58 | P240 (240) | 58,5 (58,5) | |
| F 230 | 53 | P 280 (J 280) | 52,2 (52) | |||
| 4 M50 | 50/40 (50-40) | F 240 | 44,5 | P 320 (J 320) | 46,2 (46) | |
| P 360 ( J 360) | 40,5 (40) | |||||
| M 40 | 40/28 (40-28) | F 280 | 36,5 | P 400 (320 или J 400) | 35 (36 или 34) | Удаление следов грубой шлифовки, заточка металла для клинка |
| F 320 | 29,2 | P 500 (360 J 500) | 30,2 (28) | |||
| М 28 | 28/20 (28-20) | F 360 | 22,8 | P 600 ( J600) | 25,8 (24) | |
| P 800 ( 400 J 700) | 21,8 (23 21) | |||||
| M 20 | 20/14 (20-14) | F 400 | 17,3 | P 1000 (500 J 800) | 18,3 (20 18) | |
| P 1200 (600 J 1000) | 15,3 (16 15,5) | |||||
| M 14 | 14/10 (14-10) | F 500 | 12,8 | P 1500 (800, J 1200) | 12,6 (12,6, 13) | Финишная шлифовка изделий до идеального состояния, обработка лезвия после заточки |
| P 2000 (1000, J 1500) | 10,3 (10,3, 10,5) | |||||
| M 7 | 10/7 (10-7) | F 600 | 9,3 | P 2500 | 8,4 | |
| M 5 | 7/5 (7-5) | F 800 | 6,5 | 1200 (J 2000) | 5,5 (6,7) | |
| J 2500 | 5,5 | |||||
| M 3 | 5/3 (5-3) | F 1000 | 4,5 | J 3000 | 4 | |
| 3/2 (3-2) | F 1200 | 3 | J 4000 | 3 | ||
| 2/1 (2-1) | F 1500 | 2 | J 6000 | 2 | ||
| F 2000 | 1,2 | J 8000 | 1,2 | |||
| 1/0,5 (1-0,5) | ||||||
| 0,5/0,1 (0,5-0,3) | ||||||
| 0,3/0,1 (0,3-0,1) | ||||||
| 0,1 и < |
Во всех ситуациях выбирайте не менее трёх вариаций и начинайте с большей зернистости, а заканчивайте наиболее мелкой.
Варианты обработки по материалу:
- стекло, пластик и камень — используют мокрый метод шлифовки, поэтому выбирайте листы на влагостойкой основе. Если есть сколы — начинайте с 3 тыс. мкм, при лёгких царапинах с 1500 мкм. Далее переходите на 1 тыс. или 600 мкм и завершайте 100 или 30 мкм. Для наведения глянца используется паста ГОИ. На объективах, линзах или экранах более щадящие составы;
- деревянные и гипсовые поверхности — лучше выбрать более мелкие фракции, чтобы не оставлять глубокие царапины. Начинать можно с 1 тыс. мкм и заканчивать от 30 и ниже;
- железо — шлифуется разными размерами, в зависимости от задач. Для придания нужной формы, берут самые грубые фракции от 4890 микрон и заканчивают нулёвками. Как правило, используют 4–5 промежуточных вариантов. Крупные абразивы для мягких металлов как золото и олово использовать нельзя;

Будьте осторожны и не перепутайте тип и микроны. Если маркировка показывает от F4 до F22 — это грубая наждачная бумага, но зернистость её измеряется только в микронах и равна от 4890 до 885 мкм. При выборе лучше называть размер зерна, 1 мкм = 0,001 мм.
Виды наждачной бумаги и технология изготовления
Поскольку предмет рассмотрения представляет собой гибкую основу с нанесенным на нее абразивным порошком – классификация будет именно по этим категориям:
Основа
Бумажная основа
Используется самая обычная целлюлозная продукция, без добавления химических компонентов. В качестве некоторого армирования выступает клеящая основа, удерживающая абразив.
Быстро изнашивается, поэтому основная сфера применения – ручная обработка. Может быть зафиксирована в несложных приспособлениях. Например – для шлифовки стен после оштукатуривания.
Главное достоинство материала – доступность.
Тканевая основа
Логичное развитие приспособления для обработки материалов. Износоустойчивость на порядок выше, правда и стоимость выросла. Применяется при сильных нагрузках, в основном на шлифовальных станках и ручных машинках. Высокая прочность на разрыв позволяет использовать наждачную бумагу в качестве непрерывной ленты.
Нарезанная на тонкие полоски, наждачка на тканевой основе превращается в инструмент для тонкой обработки изделий малого размера.
ВАЖНО! Клеящий состав для тканевой основы должен быть эластичным. Если вам предлагают такую наждачку на жестком клею – это подделка
Водостойкая наждачная бумага выпускается именно на такой основе.
Комбинированная основа
Компромисс между дешевизной бумаги и прочностью тканного материала.
Ее можно использовать в шлифовальных механизмах (за исключением непрерывной ленты) и при интенсивной обработке руками. Часто подобная бумага используется в недорогих лепестковых , наряду с тканевой.
При намокании быстро теряет прочность.
Липучка
Самоклеящаяся наждачная бумага на самом деле не имеет липкого слоя. Она работает по принципу аналогичных липучек на одежде. Держатель для наждачной бумаги выполнен в виде мелких крючков, а тканевая основа наждака – имеет бархатистый слой из множества нитей. Шлифовальные приспособления на липучке позволяют одним движением сменить изношенную бумагу, экономя время.
Абразивный материал
Как мы уже говорили, шкурка состоит из основы, и нанесенного при помощи клея абразивного порошка.
Если раньше для изготовления применяли толченое стекло, морской песок или тертые раковины моллюсков – то сегодня абразивы тщательно подбираются для различных условий применения.
Керамическая крошка
Разумеется, этот материал не имеет никакого отношения к разбитым плиткам. Это специально изготовленная и отожженная фракция, отличающаяся особой твердостью. Используется для грубой обработки и придания начальной формы заготовке. При нанесении на ткань – выпускается в форме непрерывных лент для шлифовальных машин. Быстро теряет рабочий слой, но эффективность очень высока.
Карбид кремния
Материал, хорошо знакомый пользователям точильных камней. Относительно универсальный абразив. Отлично подходит для обработки пластика и металла. Крупная зернистость дает возможность снимать краску со старых поверхностей, а мелкая фракция – производит финишную шлифовку. Нулевка из такого материала – фактически полирует заготовку.
Излюбленная наждачка на яхтенных верфях – хорошо справляется с обработкой стекловолокна.
Гранат
Не тот самоцвет, что украшает царскую корону, но камень из этого семейства. Имеет естественное происхождение, поэтому не так дорог. Обладает уникальными свойствами – при обработке деревянных заготовок создает идеальную для лакировки поверхность. Поэтому шкурка из граната ценится столярами и плотниками.
Окись алюминия
Материал с противоречивыми свойствами. Хрупкий и в тоже время прочный. При интенсивной работе крошится, обнажая свежие острые сколы. При этом наждачка как бы обновляется, не теряя абразивных свойств. Неплохо справляется с нетвердыми металлами. Однако его стихия – первичная обработка деревянных заготовок.
Тип нанесения состава
Следующая классификация относится к типу нанесения абразивного состава на основу. Первый из них механический. Частицы наносятся на полотно с помощью силы притяжения. Это обеспечивает не настолько сильную сопротивляемость к фактору трения. Абразив отлетает достаточно быстро и без особых усилий. Второй способ нанесения — электростатика. Частицы абразива достаточно глубоко впечатываются в клеевую основу, обеспечивая острый и устойчивый слой. Третий способ — использование смол с различными примесями. Результат получается водостойкий, эластичный, устойчивый к воздействию температур.