Как правильно запаять скрутку медных проводов паяльником между собой: какой припой лучше использовать для соединения
Содержание:
- Какие существуют припои
- Пайка
- Как паять алюминий
- Рекомендации
- Рекомендации
- Пошаговая инструкция
- Паяльник и припой
- Обработка флюсом или лужение
- С применением фольги
- Каким припоем паять
- Для чего нужны распределительные коробки
- Видео по теме
- Нюансы пайки электропаяльником
- Пошаговая техника пайки проводов
- Обработка флюсом или лужение
- Как и чем лучше паять?
- Подбираем паяльник
- Как это происходит
- Соединение алюминия и меди
- Что понадобится для пайки проводов
- Как работает паяльник
- Существующие способы соединения проводников
- Пайка проводов в распределительной коробке
- Меры безопасности при пайке
- Заключение по теме
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
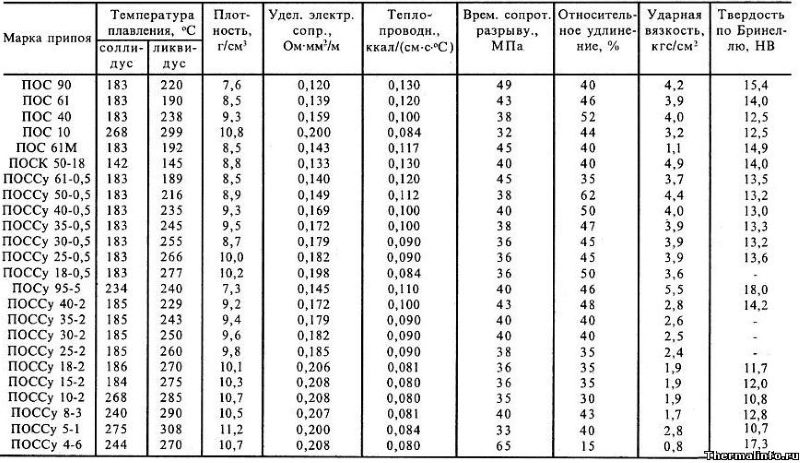
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Пайка
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкофакельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках данного метода соединения проводов. В слаботочных системах пайка — один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Все дело в том, что припой имеет невысокую температуру плавления. При периодическом прохождении через соединение больших токов (бывает, если неправильно подобраны или неисправны защитные автоматы) припой постепенно расплавляется, испаряется. Раз за разом контакт становится все хуже, греется соединение все больше. Если данный процесс не обнаружится, вполне может дело закончится пожаром.
Второй негативный момент — низкая механическая прочность пайки. Дело снова в олове — оно мягкое. Если проводов в паянном соединении много, да если еще они жесткие, при попытке упаковать их, часто проводники вываливаются из пайки — слишком велика сила упругости, которая вырывает их. Потому соединение проводников пайкой при разводке электричества и не рекомендуют использовать: неудобно, долго и рискованно.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Рекомендации
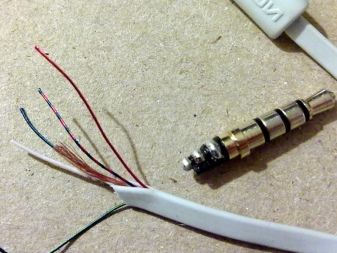
Если провода порвались, найти неисправность можно не только при помощи мультиметра. Самая простая диагностика, особенно если соединение подвергалось ударному воздействию, сильному растяжению — проверка вручную. Согнув провод под прямым углом, его нужно прощупать по всей длине, оставив наушники включёнными. То место, на котором появится изменение в динамиках, будет областью разрыва проводов.
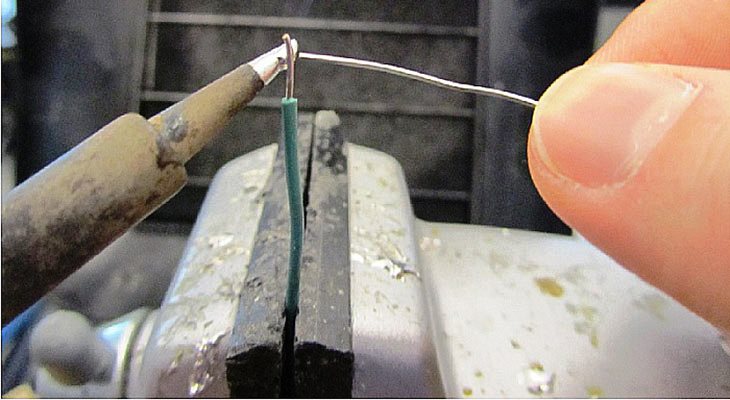
Если не удаётся починить паяльником повреждённый наушник, нужная техника отсутствует под рукой, можно справиться и без него. При расположении места обрыва на длинном участке провода можно временно соединить кабель скруткой, предварительно зачистив его от изоляции. Повысить надёжность можно, если использовать паяльную пасту или фольгу, а затем прогреть ремонтируемый участок зажигалкой. Соединённые места покрывают изолентой.
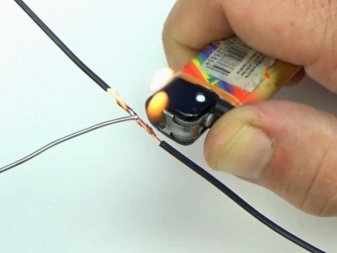

Разогрев наконечник такого «инструмента» на газу или в пламени свечи, можно на время восстановить целостность соединения
Важно лишь помнить, что такая пайка не прослужит долго, впоследствии нужно обязательно провести процедуру заново, с зачисткой и нанесением на кабельные жилы свежего полуда. Все временные способы ремонта являются экстренными мерами, они не гарантируют сохранения достигнутого результата на длительное время
При пайке проводов наушников полезным приспособлением могут стать обычные канцелярские зажимы или деревянные прищепки. Они выполнят роль мини-струбцин, облегчат фиксацию детали, предотвратят получение травм при близком контакте с раскалённым жалом паяльника. Особенно полезно такое вспомогательное приспособление при починке обрывов в области штекера.

При диагностике повреждений нужно обращать внимание на характер неисправности. Если обрыв неполный, при изменении положения провода звук будет восстанавливаться или появятся шумовые помехи в неисправном канале
При абсолютном отсутствии контакта точнее всего место повреждения покажет исследование тестером.
О том, как спаять провода наушников, сморите далее.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.

Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.
Пошаговая инструкция
Пайка своими руками медных и алюминиевых проводов отличается только подбором материалов, температурным режимом плавления, а в сама технология остается единой. Главное, выдержать определенную последовательность:
Должным образом подготовить проводники: удалить изоляцию, устранить наждачкой оксидную пленку. В идеале металл должен потерять мутный оттенок и начать блестеть.

Обработать с помощью очищающего средства. Если пользуетесь флюсом, то обмокните кисточку в жидкость, обмажьте все участки, смойте спиртом. Для варианта с канифолью паяльник разогревается и подносится к зачищенному проводнику, предварительно положенному на средство.

Положить на горячий наконечник инструмента каплю припоя и аккуратно тонким слоем покрыть поверхность провода. Для быстрого и равномерного эффекта проводник постоянно поворачивается.

После обработки припоем всех проводов, соединяемые кабеля плотно и ровно сложить вместе, с силой прижать и разогреть. Необходимо удерживать соединение до полного остывания припоя.
Для многожильных проводов алгоритм немного усложняется, так как на начальном этапе скрученные фазы необходимо отделить друг от друга, тщательно следить за обработкой каждого проводка, а перед непосредственной пайкой вновь скрутить в один жгут.

Важно помнить, что данным способом можно спаивать только однородные проводники. Так, запрещено соединять в один шнур фазы из меди и алюминия, так как разная степень нагревания и расширения материалов приведут к плачевным последствиям
При острой необходимости подобной пайки применяется только метод с болтом.

Следуя приведенным инструкциям, опираясь на пошаговые фото и действуя размеренно и неторопливо, можно без особой подготовки и в домашних условиях спаять провода для ремонта любого вида и типа проводки.

Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Watch this video on YouTube
С применением фольги
 Для пайки тонких медных проводов также можно воспользоваться методом «желобка», для реализации которого потребуется фольга толщиной не более 1 мм. В процессе такой пайки оголённые концы проводов сначала скручивают, а затем укладывают на ровную плоскость.
Для пайки тонких медных проводов также можно воспользоваться методом «желобка», для реализации которого потребуется фольга толщиной не более 1 мм. В процессе такой пайки оголённые концы проводов сначала скручивают, а затем укладывают на ровную плоскость.
После этого берётся полоска алюминиевой фольги, по длине соответствующая размеру соединяемого участка, и сворачивается в виде желобка (трубочки). При этом один из её концов плотно оборачивается вокруг проволоки и зажимается с помощью пассатижей.
Затем в получившийся желобок небольшими порциями засыпается тщательно измельченная сухая смесь из припоя и канифоли, после чего она нагревается на открытом огне. При расплавлении жидкий состав сначала заполняет все свободные полости, а затем постепенно остывает. По завершении процесса пайки с использованием этого метода остаётся только удалить фольгу.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
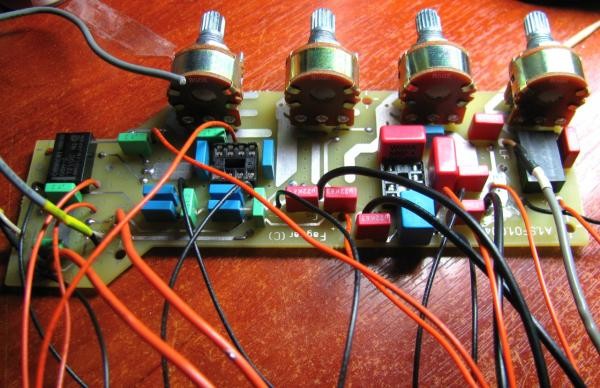
Для чего нужны распределительные коробки
 Коробка для коммутации проводов
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Видео по теме
Флюсы для пайки чёрных металлов Сильно-кислые флюсы («активные флюсы» ) — Хлорид цинка Флюсы средней и малой активности — Хлорид аммония (нашатырь)
Флюсы для электротехники Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность. Простейшие флюсы такого типа создают на основе канифоли, например растворы канифоли в этаноле или спирто-бензиновой смеси.
Флюсы для алюминиевых сплавов Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы. Применяется «бинарный» флюс — фосфорная кислота (концентрированная) — до побеления, затем 20%-я эвтектика (50 мол. %, а. и. 8:11,5) NaOH-KOH в глицерине.
Флюсы для пайки нержавеющих сталей Фосфорная кислота
Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Рисунок 6. Спаянные однопроволочные провода
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой
Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв
Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным
Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим
Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Как это происходит
С помощью пайки пространство между двумя проводами заполняется расплавленным припоем, что позволяет надежно соединить проводники без риска возникновения замыкания. Важным моментом является выбор подходящей температуры – достаточной для плавления припоя, но ниже градусного режима жильной фазы.
Качественно спаянные проводники могут прослужить долгие годы, поэтому данный способ пайки проводов практикуется при ремонтировании стереосистем, наушников и других комплектующих к компьютеру и мобильному телефону, бытовой техники, проводки, осветительных приборов и многого другого.
Соединение алюминия и меди
Ни в коем случае не соединяйте медные и алюминиевые изделия, по крайней мере напрямую. Алюминий довольно активный металл по сравнению с медью, этовлияет на общую тепло- и токопроводность металла, что и мешает их нормальному взаимодействию друг с другом.
Но если появляется острая необходимость объединить их, то поступают следующим образом:
- Для этого нам понадобятся три шайбы, болт и гайка.
- Сперва на болт вешают первую шайбу, потом кольцом обматывают первый провод.
- Следом кладут вторую шайбу и наматывают другой провод.
- В конце вешают последнюю шайбу и туго закручивают гайкой.
Такая конструкция называется «болтовым соединением». Она позволяет связать провода, изготовленные из разных материалов, не создавая при этом прямого контакта.
Конечно, это не единственный вариант объединения разных металлов. Но болтовой метод – самый простой и надежный.
Что понадобится для пайки проводов
Чтобы паять медные провода, не нужен активный флюс. Все что потребуется, так это иметь под рукой сосновую канифоль и оловянно-свинцовый припой. Для пайки медных и алюминиевых проводов необходим флюс с содержанием кислоты, то есть активный.
Активных флюсов существует большое разнообразие на сегодняшний день. Для пайки алюминия используются флюсы способные растворить оксидную плёнку. В первую очередь, это флюс Ф-64, Ф-54А, Ф-59А и Ф-61А. Все они активные и содержат в своём составе кислоты. Поэтому после пайки проводов, остатки флюса нужно смыть, используя обычную воду или растворители.
Также, чтобы паять провода, нужен будет электрический паяльник. Если жилы не толстые, до 4 мм², то паяльник нужен мощностью не более 60 Вт. При пайке толстых проводов, и особенно алюминиевых, мощность паяльника должна быть от 100 Вт и выше. Пайка алюминиевых проводов должна осуществляться при сильном разогреве припоя, поэтому мощность паяльного оборудования здесь важная составляющая.

Ну и кроме всего прочего, чтобы паять провода потребуется припой. В большинстве случаев нужен обычный оловянно-свинцовый припой. Например, такой, как ПОС-61 с 61% содержанием свинца. Данный припой используется для пайки медных и алюминиевых проводов, он имеет температуру расплавления чуть выше 100 градусов.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Существующие способы соединения проводников

Основные способы соединения проводников в доме или квартире
Для соединения проводов могут быть сделаны несколькими способами:
- сварка — наиболее надежный способ, обеспечивающий высокую надежность соединения, но требующий навыков и наличия сварочного аппарата;
- клеммные колодки — просто выполнимое и довольно надежное соединение;
- пайка — хорошо работает если токи не превышают нормативные и соединение не греется до температур, выше нормы (65°С);
- опрессовка гильзами — требует знаний технологии, специальных клещей, но соединение надежное;
- использование пружинных зажимов — wago, СИЗ — быстро устанавливаются, при соблюдении условий эксплуатации обеспечивают хороший контакт;
- болтовое соединение — простое в выполнении, используется обычно в сложных случаях — при необходимости перехода с алюминия на медь и наоборот.
Конкретный тип соединения выбирается исходя из многих факторов. Необходимо учитывать материал проводника, его сечение, количество жил, тип изоляции, количество проводников, которые будут соединяться, а также условия эксплуатации. Исходя из этих факторов и рассмотрим каждый из типов соединений.
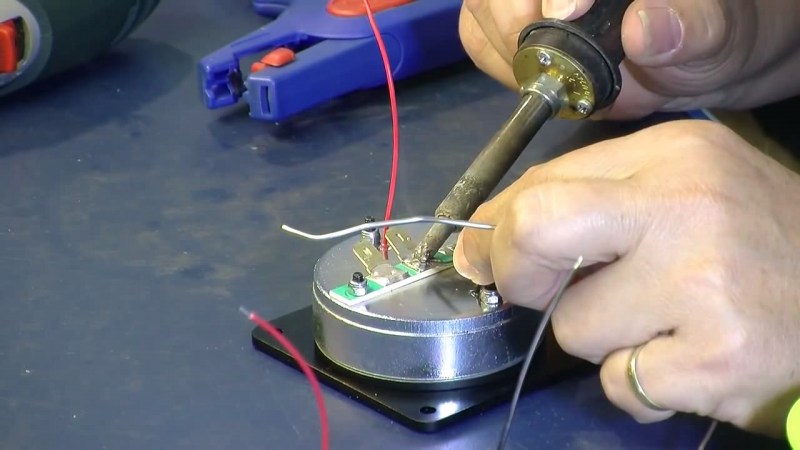
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.

2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.

3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.

4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.

5. Изолируем места пайки
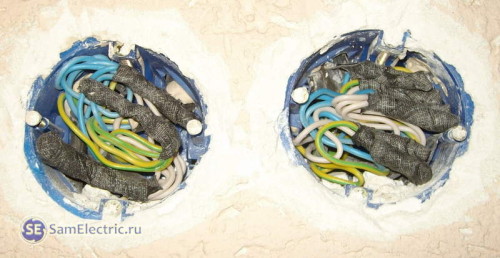
6. Укладываем провода в распределительных коробках

7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Заключение по теме
Итак, мы постарались ответить в этой статье на вопрос, как паять концы проводов между собой? Были даны полезные советы и рекомендации по процессу, обратили ваше внимание на некоторые нюансы, которые делают его качественным. И, конечно, расписали два способа соединения и скрепления
Как видите, чтобы спаять провода необходимо знание некоторых моментов относительно температуры процесса и количества необходимых материалов. В дополнение скажем о том, что специалисты рекомендуют правильно паять провода, используя припой марки ПОС-1; 40 или 50, а также флюс на основе спиртового раствора канифоли. Так как припаять провода несложно, можно приступать к процессу сразу же после изучения данной информации.









