Какой гибочный станок для профильной трубы лучше использовать
Содержание:
- Виды оборудования, которые отличаются методом изгиба профилей
- Изготовление станка своими руками
- Какие трубогибы бывают
- Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация
- Основные элементы конструкции
- Виды профилегибочных станков и их устройства
- Для чего нужен агрегат
- Изготовление гибочного станка для профильных труб своими руками
- Арки для теплиц и парников
- Какие материалы и инструменты нам понадобятся
- Разновидности станков-трубогибов для профильных труб
- Как сделать ручной профилегиб с обкатным роликом.
- Процесс сборки
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Механизм подачи движения
Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
- Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
- Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
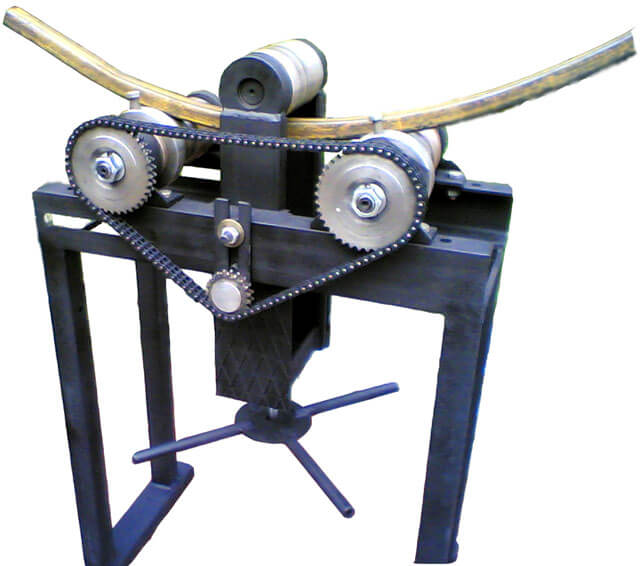
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:
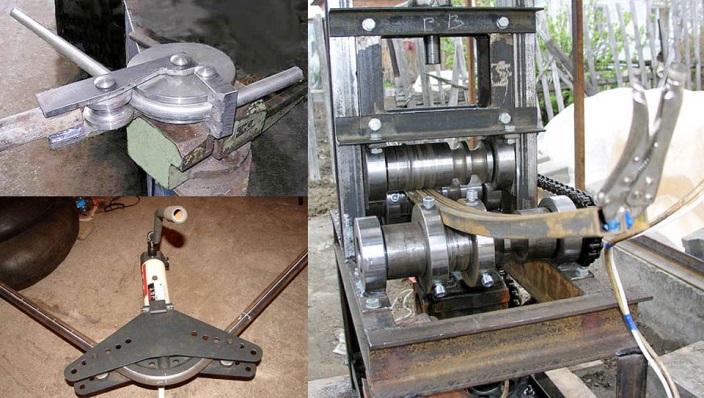
Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет»
Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв
производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.
На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.
Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб
При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол. Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
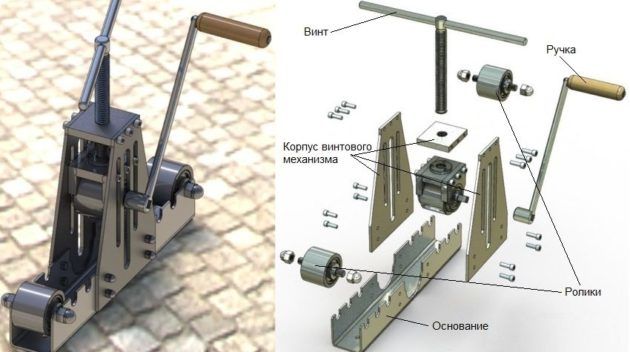
Изготовление гибочного станка для профильных труб своими руками
Конечно, производство высокотехнологичных устройств со сложными конструкциями возможно лишь в заводских условиях. Что же касается более простых механизмов, то при наличии определённых умений, некоторой сноровки, необходимых инструментов и материалов можно изготовить несложный гибочный станок для профильных труб своими руками.
Подобно заводским трубосгибающим устройствам, самодельные гибочные станки для профильных труб также могут быть снабжены электромоторами и электроприводами, либо иметь ручной механизм работы. Например, один из самодельных вариантов ручного трубосгибающего устройства выглядит так: основу его составляет двутавровая толстая стальная балка. Механизм для протяжки труб представлен несложной конструкцией цепного типа, которая снабжена рукоятью. Устройством для деформации труб и их непосредственного сгибания служит простейшая струбцина, которая может быть купленной в готовом виде, самодельной либо снятой с другого устройства. Хотя на вид подобная конструкция выглядит неэстетично и примитивно, но в работе проявляет себя с хорошей стороны и не создаёт каких-либо сложностей и проблем.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:
Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:
В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:
Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
Парник «Хлебница»:
На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Теплица «Капелька»:
Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:
Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Конструируя теплицы, проектировщики рассчитывают на длину проката, а также рулонов поликарбоната. Стандартная длина профильных труб составляет 6 м. Согнуть их можно разными способами. Но остается условие, что между концами труб должно получиться расстояние 3 м.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Усиление необходимо для того, чтобы подобная арка могла выдерживать снеговую нагрузку в зимний период, равную 200…220 кг/м². Их расставляют на расстоянии 1 м и покрывают сотовым поликарбонатом толщиной 6…8 мм. Для зимних теплиц используют поликарбонат толщиной 10 мм.
Чертеж малогабаритного парника хлебница:
Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Разновидности станков-трубогибов для профильных труб
Гибочные станки для профильных труб могут иметь различные механизмы и обустроенность, а также разнообразные вариации по степени сложности конструкции. Какой вариант выбрать – зависит от потребностей, бюджета и прочих нюансов в тех или иных ситуациях.
Например, один из простейших станков для гнутья профильных труб имеет в своём устройстве три валика на подшипниках большой прочности, не менее прочную раму и две рукоятки. Первая рукоятка приводит трубу в движение, в результате чего она протягивается по двум валикам устройства. Посредством второй рукояти осуществляется воздействие на трубу оставшимся валиком, в результате чего она деформируется и сгибается, приобретая аккуратную дугообразную форму.

Конечно, простейшие трубогибочные станки с ручным приводом хорошо подойдут лишь в тех случаях, когда уровень выполняемой работы тоже не отличается большой сложностью. Для более серьёзных работ уместно использование станков с электроприводами. Такой станок для гнутья профильных труб снабжается редуктором, имеющим большой коэффициент передачи. Это позволяет избежать необходимости в слишком большой мощности электромотора, которая в таких устройствах колеблется обычно в диапазоне 0,5-1,5 киловатт.
Наиболее продвинутые станки для загиба профильных труб имеют в своём составе два независимо работающих электромотора, осуществляющих протягивание и сгибание труб, а также несколько наборов валиков, дающих возможность сгибать даже самые прочные профильные трубы безо всяких следов на поверхности. Именно такие станки используются при наиболее сложных работах, например, при изготовлении металлоконструкций для крытых стадионов, больших архитектурных комплексов и т. д.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.









