Чем отличаются электроды с основным и рутиловым покрытием
Содержание:
- Рутиловые электроды: что это такое и для чего они нужны
- Типы покрытых электродов для ручной дуговой сварки конструкционных сталей
- Типы покрытий электродов
- Сварочно-технологические свойства электродов ГОСТ 9466
- Прокалка сварочных электродов
- Разновидности электродной обмазки
- Типы покрытия электродов для ручной сварки
- Общие сведения
- Виды покрытия электродов
- Производители и торговые марки
- Целлюлозное — Ц
- Какое влияние имеет полярность
- Сварка электродами с рутиловым покрытием
Рутиловые электроды: что это такое и для чего они нужны
Все электроды изготавливаются по одинаковому принципу: на металлический стержень из специального сплава наносится особое покрытие. Как правило, от типа покрытия зависит то, где будут использоваться электроды данного типа.
Электроды с рутиловым покрытием предназначены для ручной дуговой сварки. Покрытие изготавливается преимущественно из двуокиси титана. Это позволяет добиться высокого качества сварочного шва, а также благоприятно влияет на весь процесс сварки.СПРАВКА: Этот тип покрытия — один из самых безопасных, так как не выделяет вредных веществ при горении, которые может вдыхать сварщик.
Типы покрытых электродов для ручной дуговой сварки конструкционных сталей
Согласно ГОСТ9467, электроды для сварки конструкционных сталей классифицируются
в зависимости от механических свойств сварного соединения, полученного при сварке
тем или иным электродом и делятся на типы, представленные в таблице:
| Тип электрода | Механические свойства металла сварного шва | Назначение | ||
| Временное сопротивление, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 | ||
| Э38 | 380 | 14 | 30 |
Сварка углеродистых и низколегированных сталей конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42 | 420 | 18 | 80 | |
| Э46 | 460 | 18 | 80 | |
| Э50 | 500 | 16 | 70 | |
| Э42А | 420 | 22 | 150 |
Сварка углеродистых и низколегированных сталей сталей с повышенными требованиями к пластичности и ударной вязкости |
| Э46А | 460 | 22 | 140 | |
| Э50А | 500 | 20 | 130 | |
| Э55 | 550 | 20 | 120 |
Сварка сталей с временным сопротивлением 500-600МПа |
| Э60 | 600 | 18 | 100 | |
| Э70 | 700 | 14 | 60 |
Сварка углеродистых и низколегированных сталей конструкционных сталей повышенной и высокой прочности с временным сопротивлением свыше 600 МПа |
| Э85 | 850 | 12 | 50 | |
| Э100 | 1000 | 10 | 50 | |
| Э125 | 1250 | 8 | 40 | |
| Э150 | 1500 | 6 | 40 |
Для электродов Э70, Э85, Э100, Э125, Э150 механические свойства указаны после
термообработки, соответственно паспорту на электрод.
Каждому типу электродов, представленных в таблице, может соответствовать несколько
марок электродов. Например, марки электродов АНО-3, АНО-4, МР-3, ОЗС-4, ОЗС-6
относятся к одному типу — Э46.
Каждой марке электрода соответствует определённый состав защитного покрытия,
определённая марка сварочной проволоки, из которой изготовлен стержень, а также
свойства сварного шва и технологические свойства.
Выбор типа электрода зависит от свариваемого материала, от толщины свариваемых
деталей, от пространственного положения, условий сварки, от назначения сварного
изделия и условий его эксплуатации.
Типы покрытий электродов
Распространенные на сегодняшний день разновидности покрытий электродов обладают уникальными свойствами и имеют свое собственное обозначение маркировки.
Электроды с кислым покрытием
Кислая обмазка. Такие электроды имеют в маркировке букву А. Основой такого покрытия является марганец, разнообразные оксиды железа, кремний и прочие элементы. Необходимо сказать, что основным недостатком использования таких электродов с кислой обмазкой является опасность появления на сварочном шве горячих трещин. Такие трещины значительно ухудшают качество полученного соединения, и зачастую приходится проводить сварку заново. Из преимуществ кислой обмазки электродов можем выделить высокую сопротивляемость появлению в шве воздушных каналов, а также возможность выполнения сварки ржавых заготовок и деталей с окалиной. Такой наплавочный материал с кислым покрытием получил широкое распространение при выполнении сварки дугой любой длины переменным и постоянным током.
Электроды с целлюлозным покрытием
Целлюлозное покрытие. Электроды с такой обмазкой обозначаются буквой Ц. Особенностью наплавочных стержней с целлюлозной обмазкой является содержание органических веществ, массовая доля которых в составе может составлять 50%. Из таких органических веществ распространена целлюлоза, которая позволяет обеспечить равномерное образование сварного валика наплавляемого материала. Такие электроды отлично себя зарекомендовали при вертикальной сварке. Характеристики металла в сварном шве соответствуют стали в спокойном и полуспокойном состоянии. Необходимо лишь учитывать, что в таких сварочных электродах содержится большое количество водорода, который при работе со сталью может существенно ухудшить характеристики металла в области сварного шва.
Электроды с рутиловым покрытием
Рутиловые электроды имеют в маркировке букву Р. Как вы можете понять из названия, обмазка содержит большое количество рутила с небольшим вкраплением кислорода и кремния. Наличие таких дополнительных элементов позволяет существенно уменьшить вероятность образования горячих трещин в сварочном шве. Полученный наплавленный материал отличается повышенной ударной прочностью. Во время сварки при горении газовой дуги выделяется газ, который позволяет защитить сварочную ванну, путем образования на поверхности органических соединений и карбонатов. Отметим лишь, что при выполнении сварки в условиях повышенной влажности и воздействия углекислого газа может существенно ухудшиться качество соединения и появляться признаки окисления. Поэтому проводить работы необходимо в условиях нормальной влажности и предварительно прокаливать заготовки.
Такие стержни чувствительны к изменениям режимов сварки и скачкам температуры в шве. В подобном случае даже при чистой поверхности и правильном выборе используемой разновидности наплавочного материала возможен брак соединения. Именно поэтому необходимо выдерживать условия проведения сварочных работ, что и позволит гарантировать качество соединения. Опытные сварщики рекомендуют первоначально прокалывать соединяемые материалы, что и позволит избежать проблем с окислением соединительного шва. Электроды с рутиловым покрытием могут использоваться в тех случаях, когда на поверхности соединяемых металлов заметны ярковыраженные следы ржавчины. Отметим, что благодаря легкости использования такие электроды с рутиловым покрытием пользуются популярностью при выполнении сварочных работ в быту.
Электроды с основным покрытием
Основное покрытие электродов. Такая обмазка имеет обозначение буквой Б. Предназначаются эти стержни для ручной дуговой сварки, и содержат в шлаковой основе различные минералы. Выполняя сварку такими электродами, следует помнить о том, что в процессе работы образуется большое количество шлаков. Минералы выделяют газ, защищающий раскаленный и остывающий сварной шов от воздействия окружающей среды. Из преимуществ такого основного покрытия можем отметить слабую насыщенность водородом, что позволяет исключить ухудшение характеристик стали и других металлов. В наплавленном материале отсутствует водород, который отрицательно сказывается на качестве выполненного соединения. Наплавленный металл не отличается склонностью к окислению, и имеет повышенную устойчивость к сероводородному растрескиванию. Электроды с основным покрытием благодаря своим отличным характеристикам могут использоваться для сварки трубопроводов.
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Разновидности электродной обмазки
В специализированных отделах представлен огромный выбор инвекторных материалов.Современные виды сварочных электродов, имеют несколько разновидностей обмазки:
- основная;
- рутиловая;
- кислая;
- целлюлозная.

Основная и целлюлозная применяется для сварочных работ на постоянном токе. Довольно часто, их применяют для ответственных швов. Благодаря такой обмазке, металлическое изделие имеет прочные крепления, которые способны выдержать любые механические нагрузки.

Рутиловые и кислые электроды применяют для сварки на переменном токе. Кислая обмазка в своем составе имеет много химических соединений. В процессе сгорания, выделяются едкие ядовитые пары. Работать с такой разновидностью в закрытом помещении строго запрещено.

Типы покрытия электродов для ручной сварки
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Кислое
Главное преимущество обмазки кислого типа – при сварочных работах вероятность образования пор в области шва стремится к нулю, даже если места приварки элементов друг к другу покрыты следами ржавчины или окалиной. Кислое покрытие способствует равномерному горению дуги и легкому ее зажиганию. Этот вид электродов используют, когда требования к готовой конструкции минимальны.
Стержни с кислой защитой хорошо работают как при постоянном, так и при переменном токе. Наиболее ощутимые недостатки – брызги при сварке, токсичные испарения, риск появления горячих трещин при сваривании.
ОСТОРОЖНО! Кислое покрытие является токсичным при нагреве!
Подробнее про кислое покрытие >>>
Основное
За счет слабого окисления такого покрытия оно способствует легкому избавлению от кислорода плавящегося металла. Шов, сделанный с применением электрода с основной обмазкой, защищен от возникновения горячих трещин. Электрод данного типа нужно прокаливать перед работой, чтобы исключить вероятность появления пор в шве. Из-за сложности поддержания горения дуги производить сварку электродами с основным покрытием нужно только с использованием источника постоянного тока обратной полярности (относится не ко всем, но к большинству марок).
Электроды с основным типом покрытия применяют для сварки металлических деталей из закаливающихся видов стали, которые подвержены риску появления холодных трещин, а также для сварки элементов из металла с большим процентом содержания серы и фосфора. «Основные» электроды показывают высокую эффективность при сварке в несколько слоев конструкций, которым нужна высокая жесткость.
Подробнее про данное покрытие и электроды.
Целлюлозное
Использование в работе со сварочным аппаратом продукции с обмазкой из целлюлозы (имеют маркировку «Ц» на упаковке) дает хорошее качественное горение дуги преимущественно при постоянном токе. Эту разновидность используют при работах по сварке корневых швов на магистральных трубопроводах, выполненных из низкоуглеродистой стали.
Также стержни с покрытием из целлюлозы отлично подходят для односторонней сварки с качественным проплавлением в области корневого шва. Использование стержней дает хороший результат при сварке, осуществляемой в вертикальном положении.
Не рекомендуется применение для сварки стали, имеющей высокий процент углерода и других легирующих компонентов в составе. Еще один минус – высокая степень восприимчивости к большим температурам и вероятность брызг расплавленного металла в процессе работы.
Больше про целлюлозные электроды тут.
Рутиловое
Данный тип покрытия обозначается буквой «Р». Стержни, покрытые рутиловым составом, показывают хорошие результаты даже при работе с металлами, имеющими ржавые участки или следы окалины на поверхности в местах сварки, в процессе соединения деталей не образуется горячих трещин.
Не используйте электроды со сколотой обмазкой
С помощью электродов с рутиловой обмазкой легко соединять загрунтованные элементы, при этом, характеристики шва не ухудшаются. Рутиловая обмазка способствует устойчивому горению дуги независимо от типа тока. Брызги раскаленного металла практически отсутствуют. Также рутиловые стержни характеризуются малым процентом брака в виде пор: при их использовании сводится на нет вероятность «стартовой пористости».
При сварке электродами средней и большой толщины возможна работа во всех допустимых положениях. Если толщина покрытия, на котором выполняются сварочные работы, особо толстая, то эффективнее всего проводить сварку в нижнем положении. Электроды с рутиловой обмазкой не стоит использовать для сварки элементов, которые будут эксплуатироваться в условиях высоких температур.
Вот здесь про рутиловые электроды больше информации.
Общие сведения
Электроды марок ОЗЛ относятся к плавящимся расходным материалам для ручной дуговой сварки с основным покрытием. Стержень из легированного металла имеет разброс диаметров (в основном от 2,0 мм до 6,0 мм) для сварки различной толщины материалов.

Основное покрытие электродов ОЗЛ хорошо защищает поверхность сварочного шва при источнике питания на постоянном токе. При этом легированные стали сваривают на обратной полярности, на которой выделяется меньше тепла. Для таких чувствительных к перегреву сталей применение обратной полярности для расходников марки ОЗЛ – это способ получения качественного шва.
ВАЖНО! При выборе расходного материала для сварки обычной малоуглеродистой стали следует помнить, что расходники марки ОЗЛ предназначены в большей степени для сварки жаростойких сталей. Температуры плавления настолько разные, что при достижении жидкой фазы основного металла, электрод марки ОЗЛ даже еще не начнет плавиться.. Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить
Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить. Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка.
ГОСТ
Электроды ОЗЛ должны соответствовать нормативам ГОСТ 9466 – 75 и ГОСТ 10052-75. Первый стандарт регламентирует классификацию и общие требования к покрытым металлическим электродам для ручной дуговой сварки.

Электроды ОЗЛ-32
Второй стандарт обозначает типы покрытых электродов для ручной дуговой сварки коррозионностойких, жаростойких и жаропрочных высоколегированных сталей. К обоим стандартам относятся расходные материалы марки ОЗЛ.
Расшифровка
Условное обозначение электродов образуется на базе данных вышеуказанных стандартов. Пример обозначения расходного материала марки ОЗЛ – 6:
Э – 10Х25Н13Г2 — ОЗЛ – 6 — 3,0 — ВД / Е 2075 — Б20
Цифры и буквы соответствуют следующим основным характеристикам ОЗЛ – 6:
- Э – 10Х25Н13Г2 – таким обозначением определяется тип электрода по ГОСТ 10052 – 75;
- ОЗЛ-6 — марка, аббревиатура которой указывает на ее происхождение (данная создана на опытном заводе для сварки легированных сталей, много расходников ОЗЛ разработано на предприятии «Спецэлектрод» г. Москва);
- 3,0 — цифры обозначают диаметр стержня;
- В — указывает на назначение для сварки высоколегированных сталей с особенными свойствами;
- Д — определяет толщину покрытия (в данном случае – толстое);
- Е — определяет принадлежность электрода к покрытым для ручной дуговой сварки;
- 2075 — группа цифр, указывающая на некоторые технические характеристики наплавленного металла, а именно: «2» – отсутствие склонности к межкристаллитной коррозии, «0» – отсутствие данных по показателям усталостной прочности при работе на максимальной температуре, «7» – определяет значение максимальной рабочей температуры сварного соединения (в данном случае 910°С -1100°С), «5» – указывает на содержание ферритной фазы (в данном случае 2-10%);
- Б – указывает на покрытие электрода, в данном случае – основное;
- 2 — цифра указывает на возможность проведения сварки в следующих пространственных положениях: во всех положениях, кроме вертикального «сверху-вниз»;
- — определяет метод сварки, в данном случае на постоянном токе обратной полярности.
Производители
Российский рынок покрытых электродов для ручной дуговой сварки перенасыщен большим количеством российских, европейских и китайских производителей. Большинство из них в ассортименте кроме других видов имеют электроды марок ОЗЛ
Советуем обратить внимание на производителей, которые входят по результатам опросов в ТОП списка
Российские производители:
- «Спецэлектрод» г. Москва;
- «Шадринский электродный завод» г. Шадринск;
- «Лосиноостровский электродный завод» г. Москва;
- «Зеленоградский электродный завод» г. Зеленоград;
- «Ротекс» г. Кострома, г. Краснодар, г. Москва и другие.

Электроды ОЗЛ-312 СпецЭлектрод
Производители из ближнего зарубежья:
- «ПлазмаТек» (Украина);
- «ВИСТЕК» г. Бахмут (Украина);
- «Оливер» (Республика Беларусь) и другие.
Европейские производители:
- «ZELLER WELDING» г. Дюссельдорф (Германия);
- «ESAB» (Швеция);
- «KOBELCO» (Япония) и другие.
Китайские производители:
- «Golden Bridge»;
- S. I. A. «Resanta»;
- «EL KRAFT» и другие.
Виды покрытия электродов
Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.

Сварочные электроды с обычным покрытием
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.
Наибольшее внимание следует уделить следующим компаниям:
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Целлюлозное — Ц
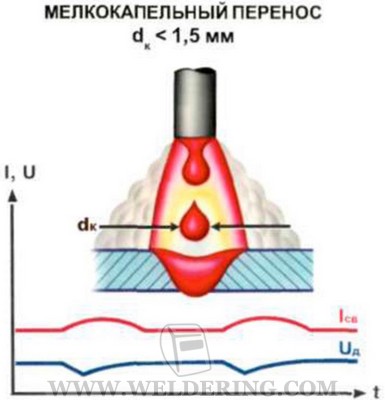
Характеристики. Из-за небольшой толщины покрытия количество легкоудаляемого шлака невелико. Благодаря глубокому проплавлению обеспечивается качественная сварка корневого шва без пор и зашлаковок при значительных зазорах стыкуемых кромок. Дуга горит стабильно на переменном и постоянном токах.
При сварке возможно наводороживание металла шва. Он становится склонным к образованию горячих трещин при увеличенном содержании в стали углерода и серы.
Недостатки: разбрызгивание металла и чувствительность электродов к перегреву при прокаливании.
Применение. Эффективны при сварке корневого шва магистральных трубопроводов из низкоуглеродистых сталей. Целесообразны в строительно-монтажном производстве при односторонней сварке с гарантированным проплавлением корневого шва. Не следует использовать для сварки закаливающихся сталей с повышенным содержанием углерода и легирующих элементов.
Какое влияние имеет полярность
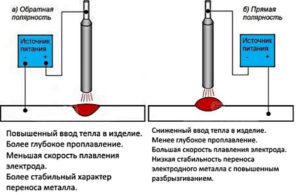 При сварке инвертором, или классическим аппаратом постоянного тока, связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
При сварке инвертором, или классическим аппаратом постоянного тока, связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Сварка электродами с рутиловым покрытием
Несколько нюансов, которые необходимо учитывать при проведении сварочных работ:
Проверьте, из какого материала сделан электрод. И сейчас речь не о покрытии, а о самом стержне
Для достижения максимально качественного шва металл стержня должен совпадать с металлом конструкции, которая сваривается.
Важно также учитывать толщину электродов. Она должна соответствовать толщине металла конструкции, хотя может и быть толще или тоньше, что компенсируется силой тока и мастерством сварщика.
Видео
Посмотрите парочку роликов, где умелец делится опытом работы именно рутиловыми электродами.









